









Growing Demand Drives Production Expansion

A large paper converting factory in Southeast Asia recently completed a production upgrade project using SMH automatic paper converting equipment. After installation and commissioning, the customer successfully improved production efficiency and significantly increased daily output capacity.
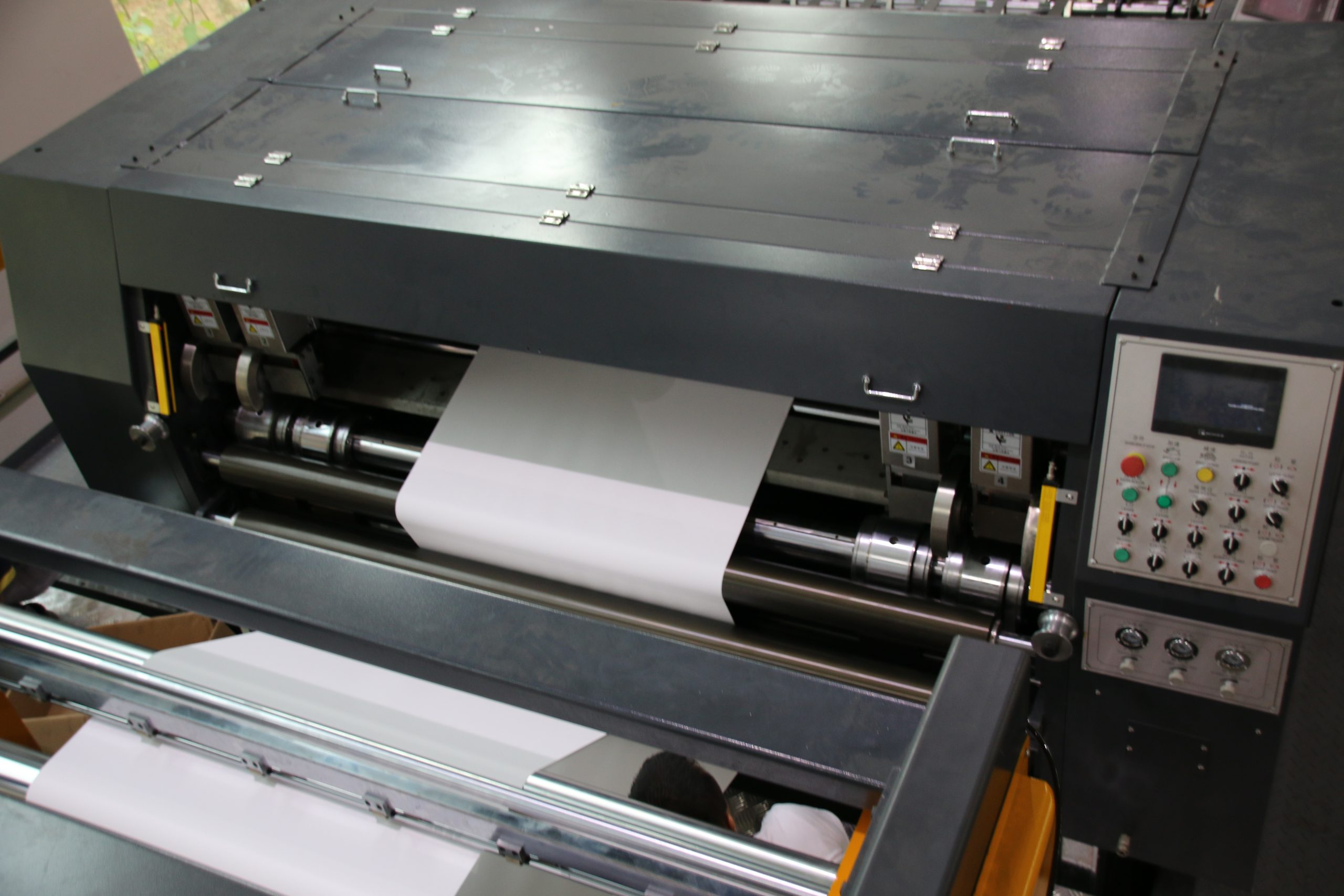
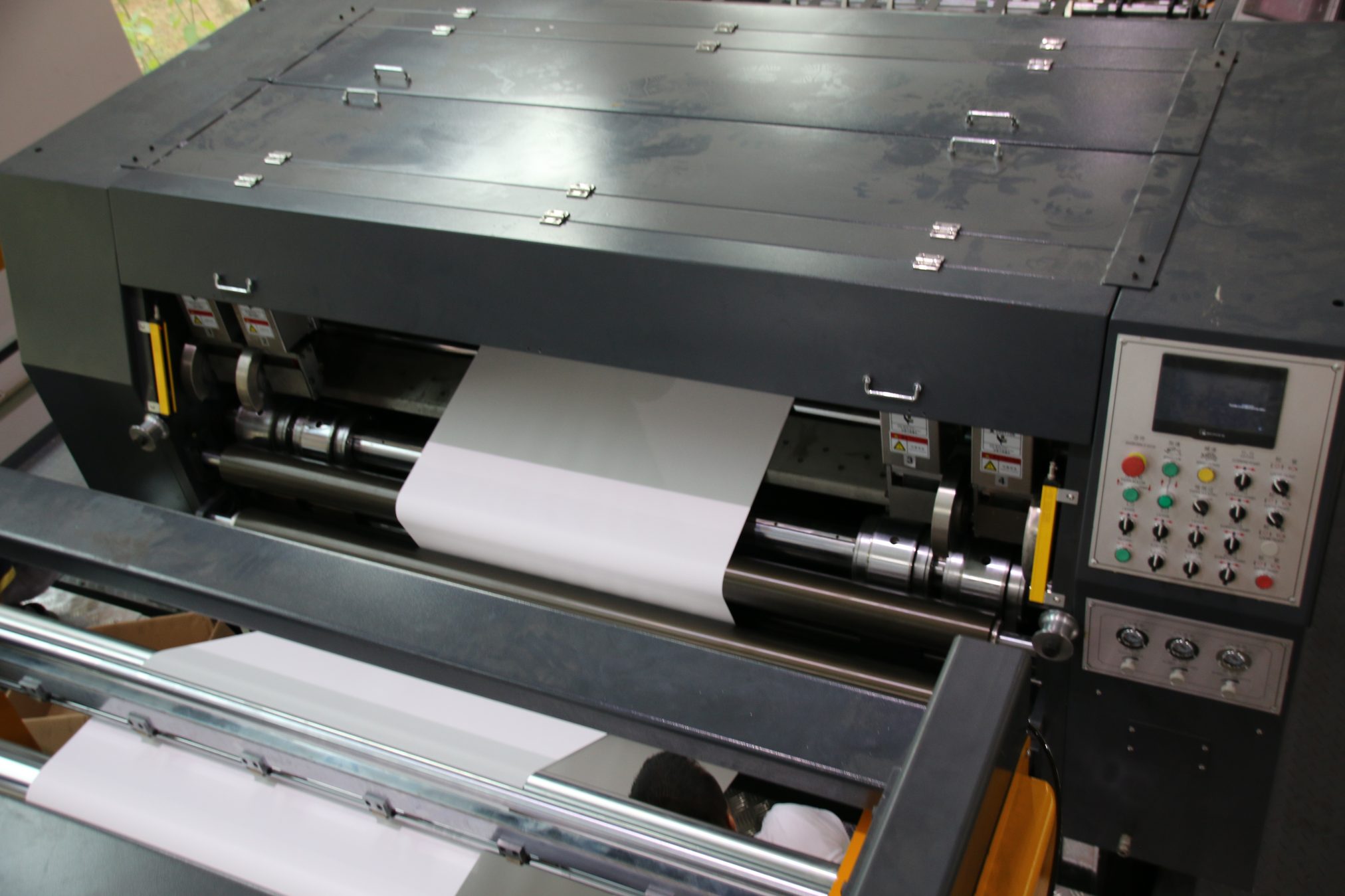
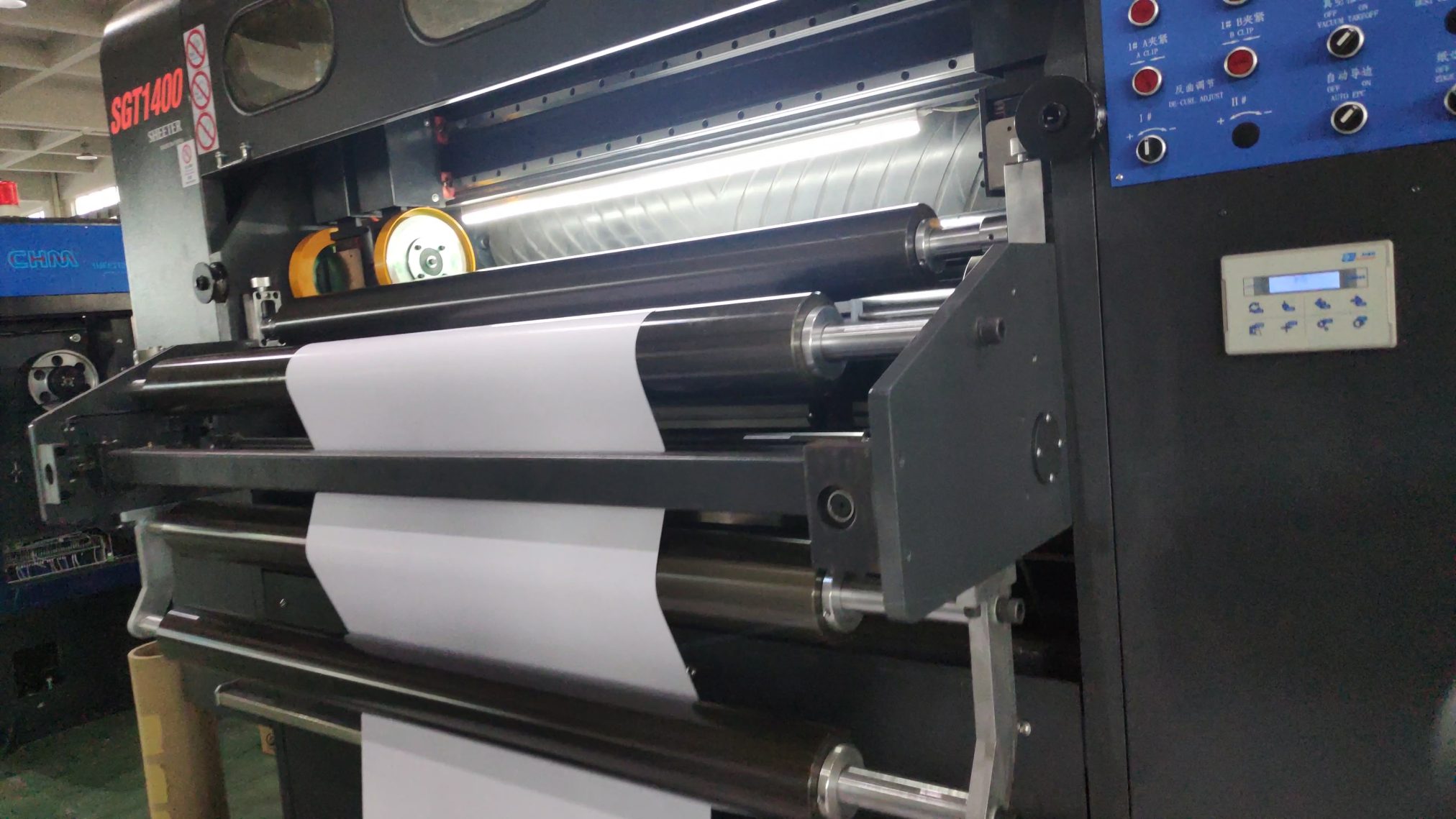
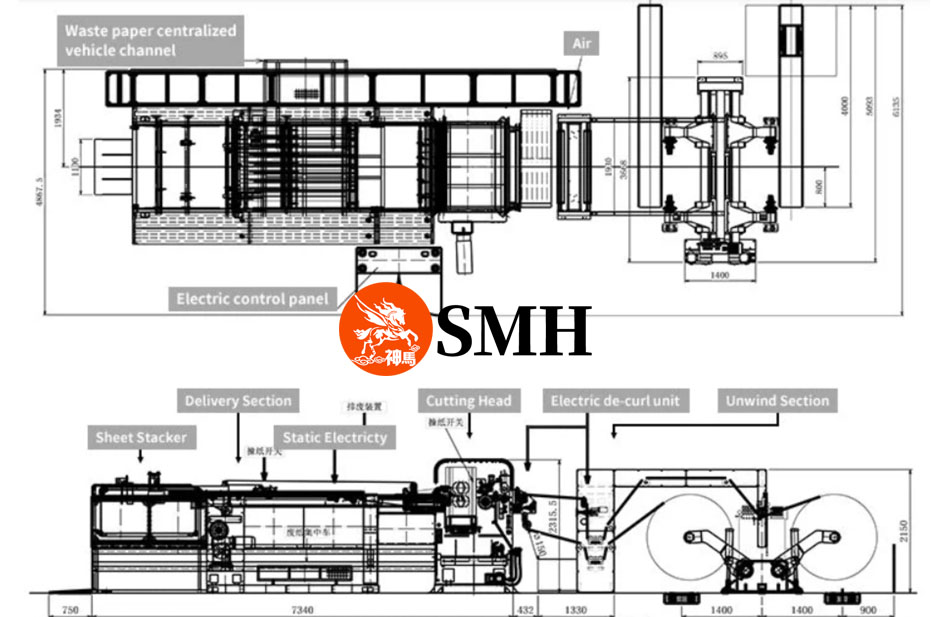
The project included automatic sheeting, ream packaging, conveying, and stacking systems designed for continuous high-speed operation.
Replacing Traditional Manual Production
Before the upgrade, the factory relied heavily on manual packaging and semi-automatic production methods. Frequent stoppages, labor dependency, and unstable production efficiency limited overall capacity growth.
After introducing the SMH automatic production line, the factory optimized multiple production processes including:
- Automatic paper feeding
- High-speed sheeting
- Automatic counting
- Ream packaging
- Finished product conveying
The integrated system helped reduce manual intervention while improving production continuity.
Stable Operation Improves Production Efficiency
One of the key challenges for large-scale paper manufacturers is maintaining stable machine operation during long production cycles.
During commissioning, the SMH production line demonstrated:
- Stable cutting precision
- Smooth paper conveying
- Accurate ream counting
- Reliable packaging performance
The factory also benefited from reduced paper waste and lower labor costs.
Technical Support During Installation

SMH engineers stayed at the customer’s factory throughout installation and startup. The team provided equipment commissioning, operator training, and maintenance guidance to ensure stable long-term production.
By optimizing machine settings according to local production requirements, the factory achieved faster production startup and improved operational efficiency.
Supporting Global Paper Manufacturers

Today, SMH equipment supports paper mills and packaging factories across Asia, Europe, Africa, and South America. As demand for automatic paper converting equipment continues growing, more manufacturers are investing in intelligent production systems to improve competitiveness and production stability.