Recently, another SMH-A4-2 Copy Paper Production Line was successfully installed and put into operation at a customer factory in Asia. The project included machine installation, on-site commissioning, operator training, and production testing, helping the customer quickly achieve stable A4 copy paper production.
During the installation process, the SMH engineering team stayed at the customer’s factory to ensure the entire production line operated smoothly and efficiently. From machine positioning and electrical connection to system debugging and speed adjustment, every stage was completed according to the customer’s production requirements.

Stable and Efficient A4 Copy Paper Production
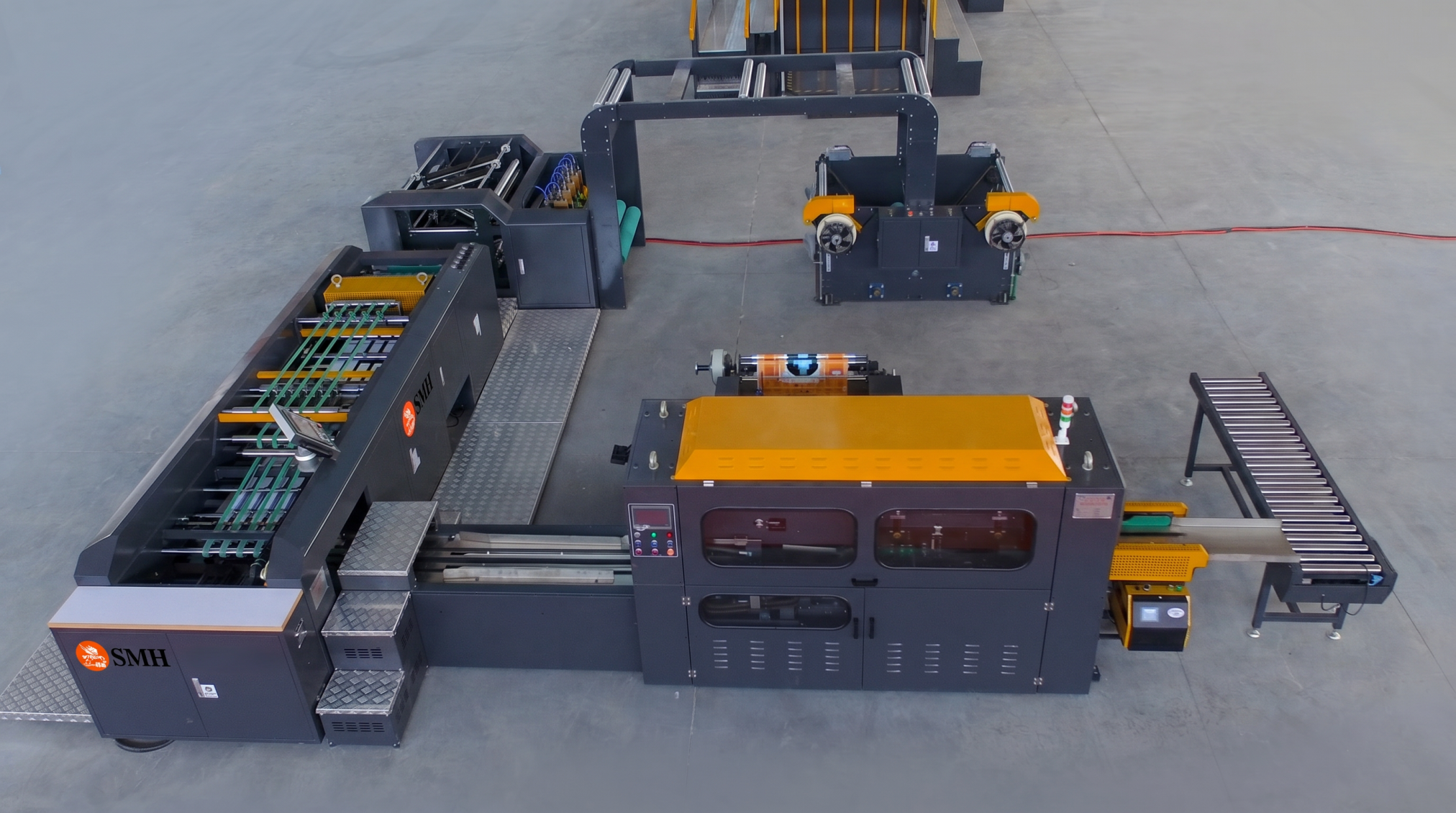
The SMH-A4-2 production line is designed for automatic A4 copy paper converting and packaging. The system integrates paper sheeting, counting, ream packaging, and output collection into one continuous production process, helping paper manufacturers improve production efficiency while reducing labor costs.

During commissioning, the machine demonstrated stable running performance, accurate sheet cutting, and reliable packaging quality. After professional training provided by SMH engineers, local operators were able to independently manage machine operation and routine maintenance.
To support long-term production stability, the SMH team also provided maintenance guidance based on the local factory environment and operating conditions.
Complete Service Support for Global Customers
For paper converting factories, reliable equipment and professional technical support are both essential. SMH continues to provide complete service support from machine installation to production startup.
With more than 21 years of experience in the paper converting industry, SMH has focused on the development of A4 copy paper production equipment and automatic packaging solutions. Today, SMH provides complete solutions including A4 copy paper sheeting machines, ream wrapping machines, carton packing systems, and automatic paper converting lines.
Exported to More Than 80 Countries

SMH paper converting machines have been exported to more than 80 countries and regions, serving customers across Asia, Europe, Africa, the Middle East, and South America. From new paper mills to large-scale copy paper manufacturers, SMH production lines continue to provide stable operation and reliable production performance worldwide.

As global demand for automatic copy paper production equipment continues to grow, SMH remains committed to delivering efficient machinery, stable production solutions, and professional after-sales service for customers around the world.