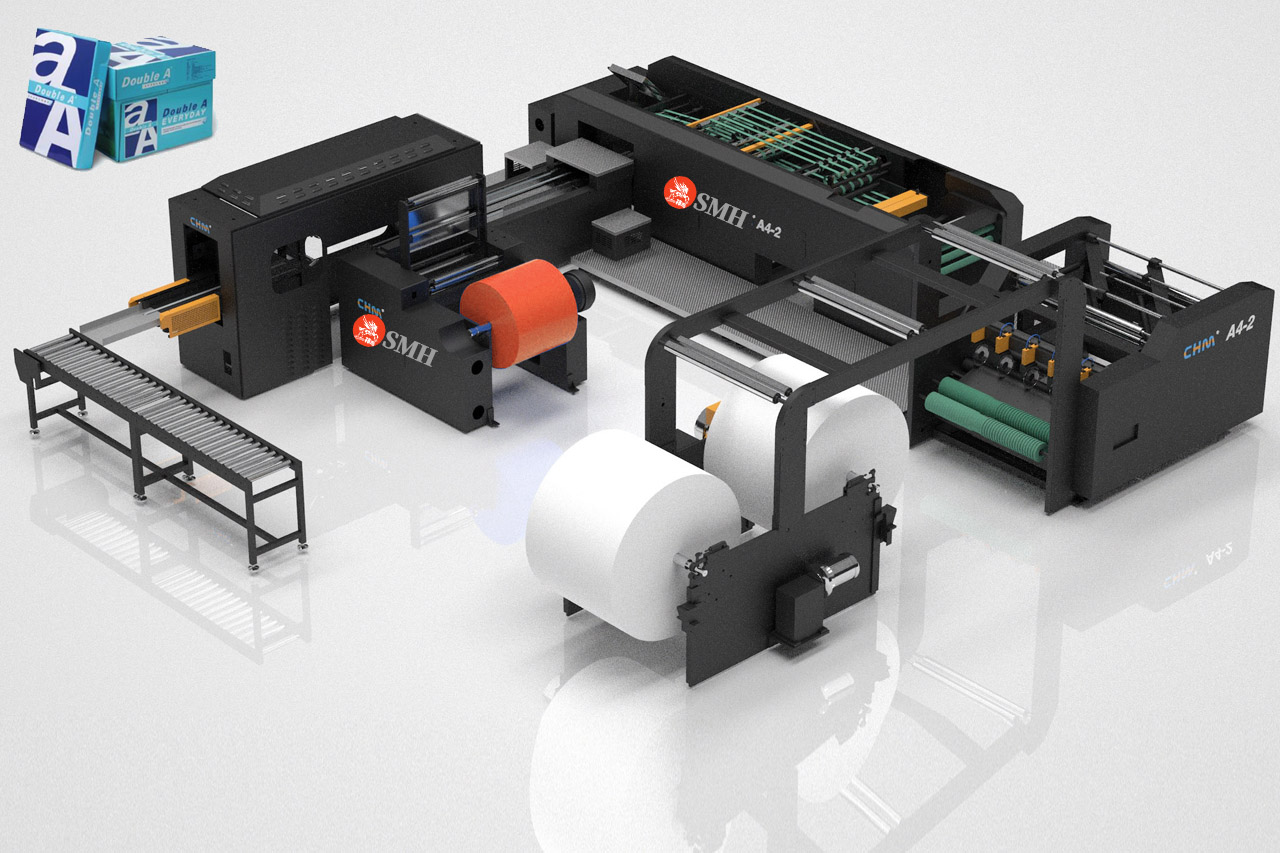
When daily output falls short, the first reaction in many factories is to question the sheeter.
Speed settings are checked, operators try to run faster, and adjustments are made on the main machine.
In practice, however, the sheeter is rarely the true bottleneck—especially in lines that are already capable of high-speed operation.
What limits capacity is usually everything that happens after the sheets are cut.
Why the Sheeter Is Often Not the Problem
Modern sheeters are designed to run at stable, high speeds under normal conditions.
If the downstream process cannot keep up, the sheeter is forced to slow down or stop intermittently.
This creates a false impression that the machine itself is underperforming, when in fact it is being constrained by the rest of the line.
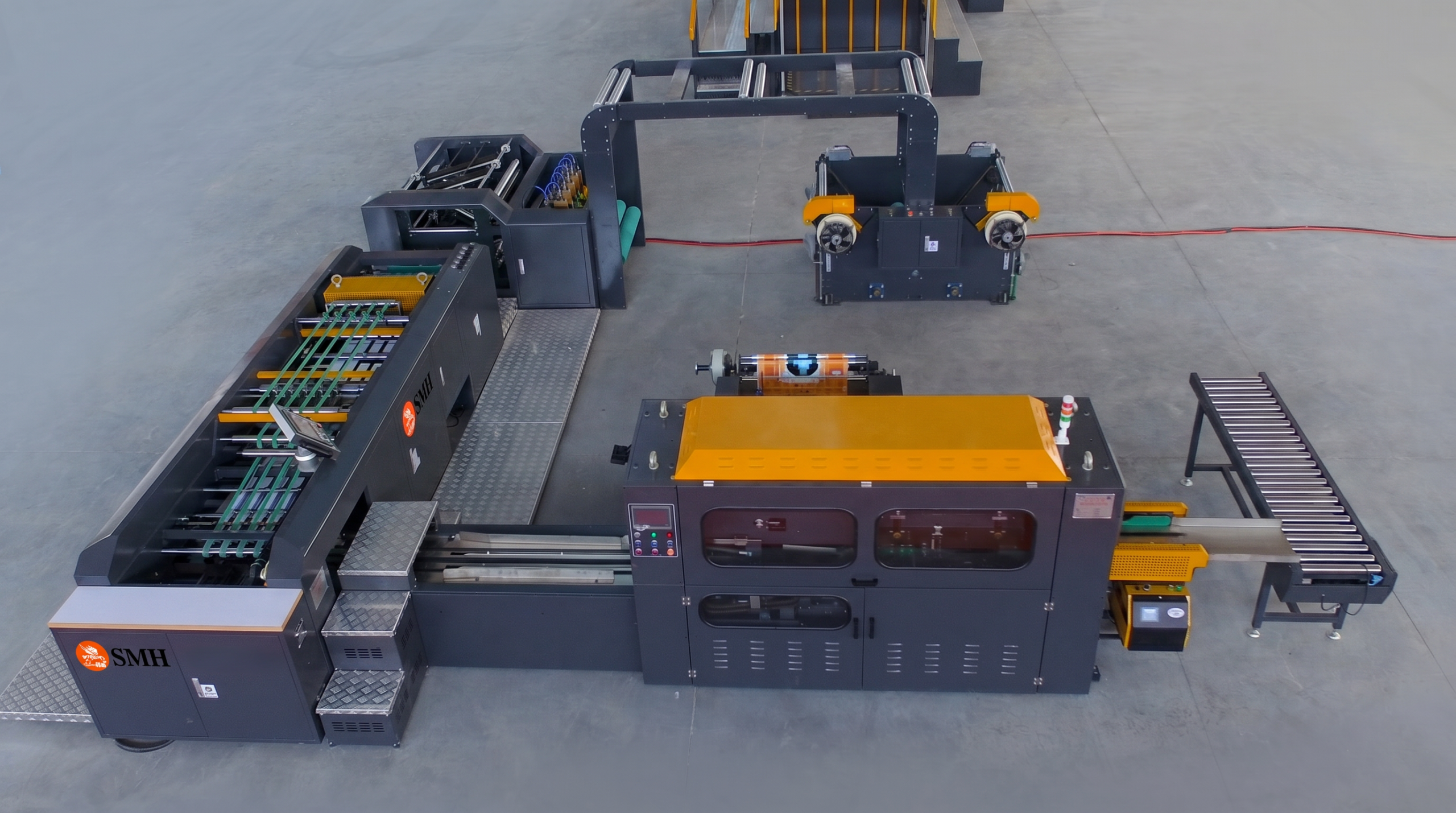
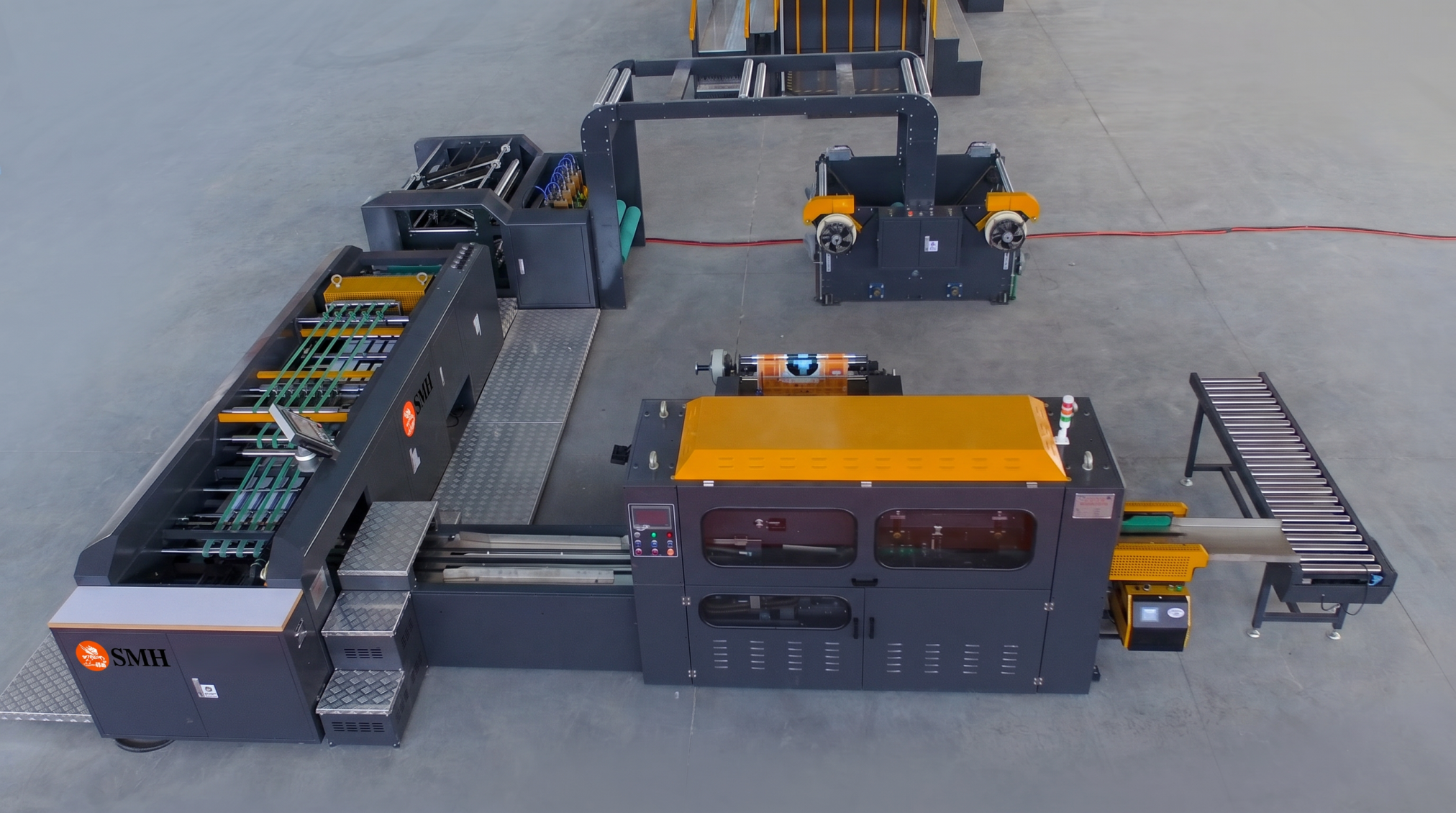
Three Common Capacity Limiters
- Packing Cannot Match Output
Packing is one of the most frequent bottlenecks.
If wrapping, counting, or sealing is slower than cutting:
- finished sheets begin to accumulate
- operators must pause upstream production
- temporary storage or manual handling increases
Even small mismatches in speed between cutting and packing will reduce total daily output.
- Unstable or Inefficient Stacking
Stacking issues do not always stop the line, but they reduce effective speed.
When stacking is inconsistent:
- operators intervene to correct alignment
- stacks need to be reworked before packing
- machine speed is reduced to maintain acceptable quality
Over time, these small slowdowns add up to a significant loss in capacity.
- Material Handling Delays
Handling of rolls, pallets, and finished goods is often overlooked.
- Typical delays include:
- slow roll loading or changeover
- manual pallet replacement
congestion in moving finished products out of the line
These interruptions may seem minor, but they directly reduce available production time.
The Hidden Impact of Small Losses
None of these issues alone may appear critical.
However, when combined across a full shift:
- short stops accumulate
- machine utilization drops
- actual output falls well below theoretical capacity
This is why some lines running all day still produce less than expected.
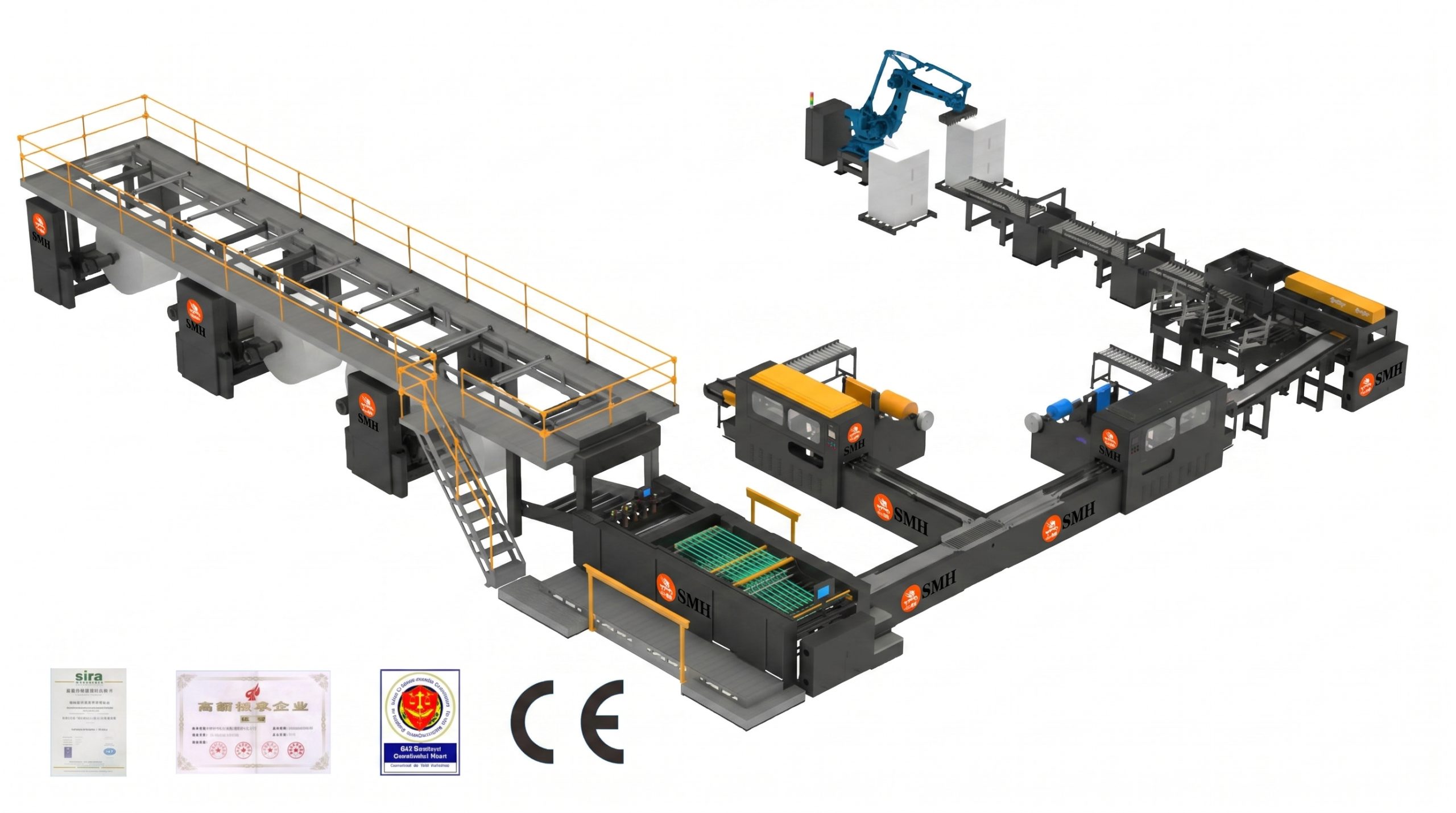
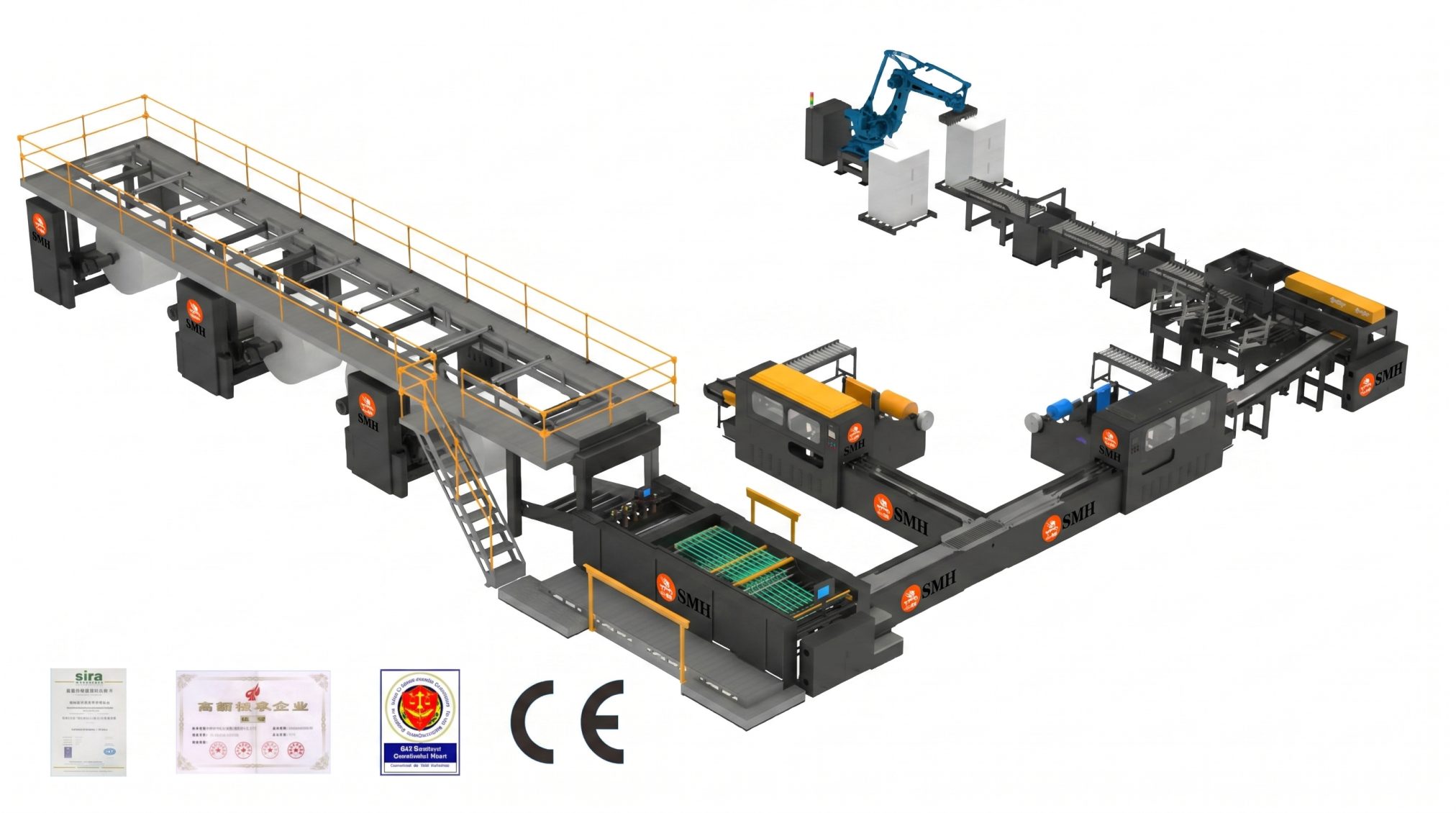
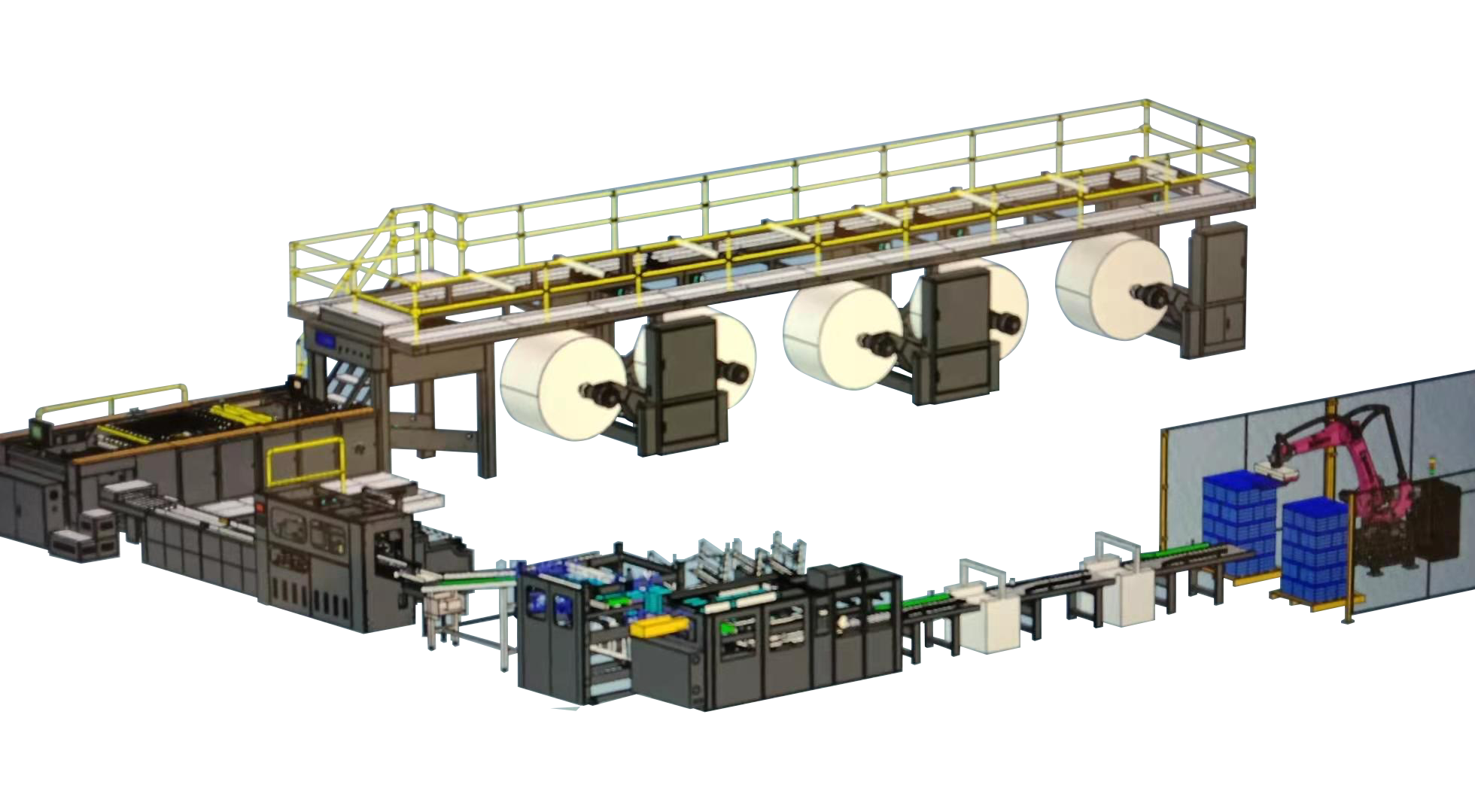
What Improves Real Capacity
Increasing daily output is not only about increasing speed.
It requires balancing the entire process so that each section supports continuous flow.
In a well-coordinated line:
- cutting, stacking, and packing operate at matched speeds
- material handling is smooth and predictable
- interruptions are minimized
The result is higher effective production without overloading any single machine.
Practical Outcome
When bottlenecks are addressed across the full line:
- production runs longer without interruption
- output becomes more predictable
- operator workload is reduced
- overall efficiency improves without pushing equipment to its limits
Conclusion
If your daily production capacity is lower than expected, the cause is rarely just the sheeter.
The real constraints are usually found in packing, stacking, and material handling.
Improving capacity requires looking at the entire workflow, not just the main machine.
When the line is balanced, output increases naturally and sustainably.