Many plant owners assume that increasing machine speed will directly increase output.
In practice, this is often not the case.
A line running faster does not automatically produce more saleable product.
If the system is not properly balanced, higher speed usually leads to more instability—and more waste.
The Real Problem: Lack of Synchronization
In most cases, waste at high speed is not caused by the cutting unit itself.
It comes from poor coordination between different sections of the line.
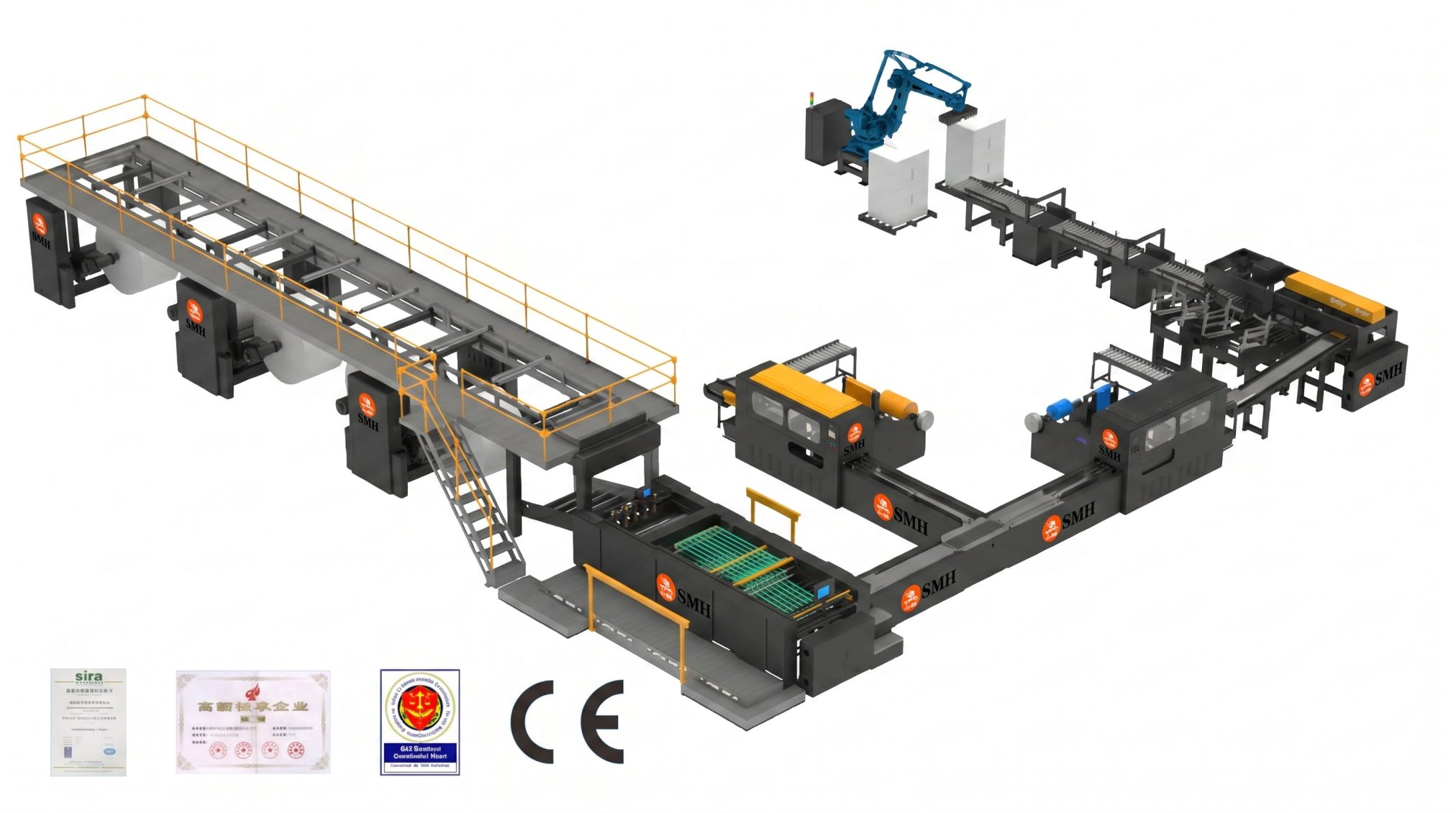
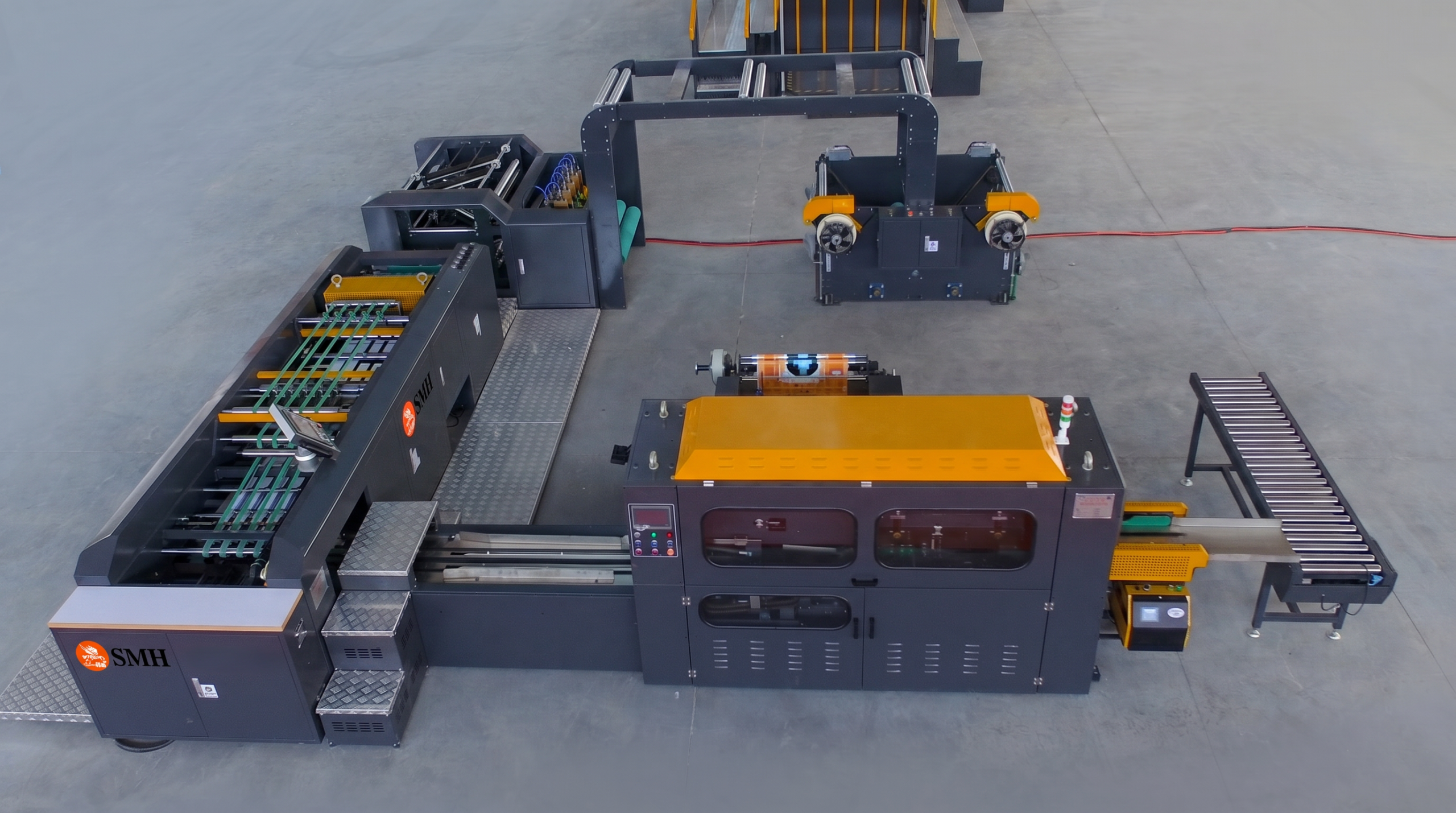
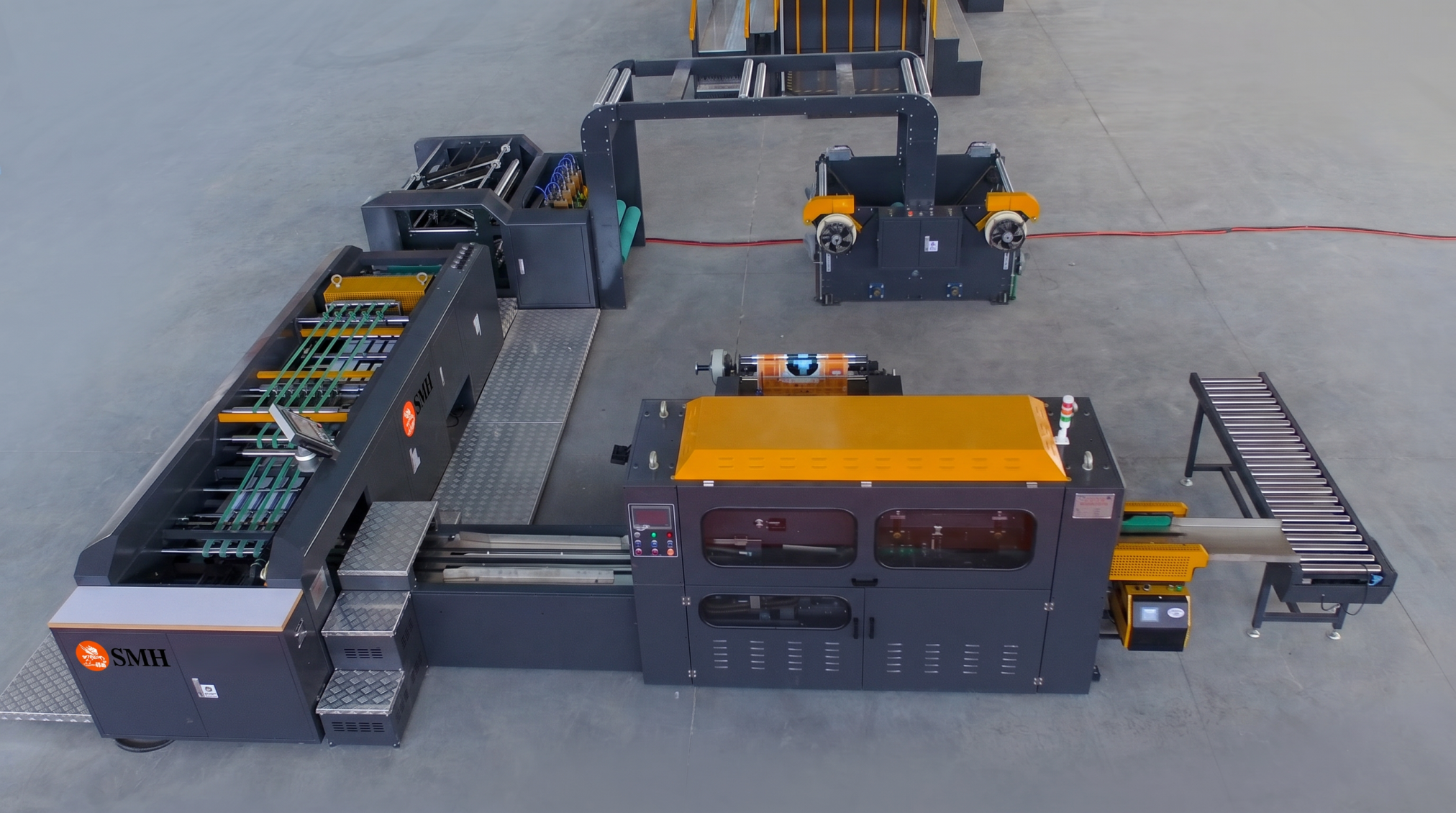
A typical converting line includes:
- cutting
- conveying
- stacking
- packing
If these parts are not synchronized, problems appear quickly.
For example:
- sheets leave the cutter faster than the conveyor can handle
- conveying speed does not match stacking rhythm
- stacking cannot stabilize sheets before the next batch arrives
The result is predictable: misalignment, wrinkling, sheet overlap, or jams.
All of these become waste.
Why Speed Amplifies Small Problems
At lower speeds, minor issues are often manageable.
Operators can make adjustments, and the system has more tolerance.
At higher speeds, the situation changes.
Small deviations—such as slight timing differences or uneven sheet flow—are magnified.
What was once a minor fluctuation becomes a visible defect or a stop.
This is why some lines perform well at medium speed but struggle when pushed closer to their rated capacity.
Where Waste Typically Comes From
In high-speed production, waste is usually generated in three areas:
1. Transfer Between Sections
If sheet flow is not smooth between cutting and conveying, alignment is lost.
2. Stacking Stability
If sheets are not properly controlled during stacking, they shift, overlap, or become uneven.
3. Process Timing Mismatch
If one unit runs faster or slower than the others, the entire flow becomes unstable.
None of these are caused by speed alone.
They are caused by lack of coordination.
What a Balanced Line Looks Like
A stable high-speed line is not defined by how fast one machine runs, but by how well all sections work together.
In a properly configured system:
- cutting speed matches conveying capacity
- conveying speed matches stacking rhythm
- stacking output matches packing capability
Each part supports the next, without forcing it.
This is what allows the line to run fast without increasing waste.
Conclusion
Higher speed does not guarantee higher efficiency.
Without synchronization, it often does the opposite.
Real efficiency comes from balance—where every part of the line operates in coordination.
Only then can higher speed translate into higher output, rather than higher loss.