High Speed Alone Does Not Guarantee Higher Output

Many factories want faster production. That is normal.
But after increasing machine speed, some lines actually produce more waste instead of more good products.
The paper starts drifting. Stacking becomes messy. Edge quality changes. Operators begin slowing the line down again.
This happens because high-speed production magnifies small mechanical problems.
Small Errors Become Bigger at High Speed
At low speed, slight tension changes may not be obvious. Minor vibration may also go unnoticed.
At high speed, those same problems become much more serious.
A tiny knife vibration can affect cutting accuracy. Small tension fluctuations can change sheet length. Slight roller slipping can cause feeding instability.
The faster the line runs, the less room there is for error.
That is why stable high-speed production depends heavily on machine rigidity and synchronized control.
The Machine Structure Matters More Than Operators Think
In many factories, operators try solving instability by adjusting parameters repeatedly. Sometimes they change tension. Sometimes they reduce speed. Sometimes they increase knife pressure.
But if the machine structure itself is unstable, adjustments only provide temporary improvement.
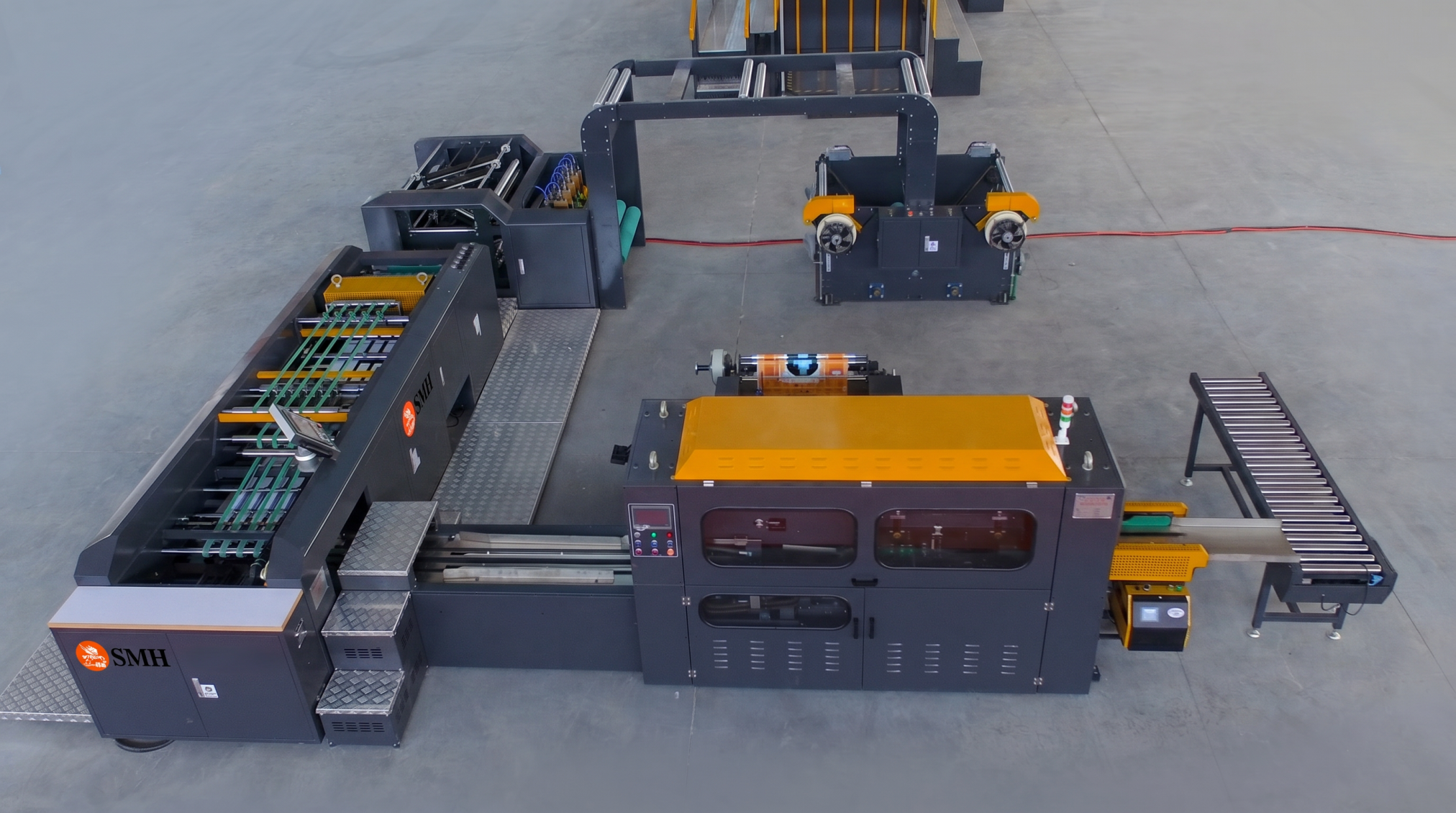
A stable high-speed slitting machine usually includes:
- rigid machine frame
- stable roller system
- synchronized servo control
- accurate guiding system
- consistent tension control
Without these conditions, running faster only increases instability.
Why Double Knife Systems Run More Smoothly
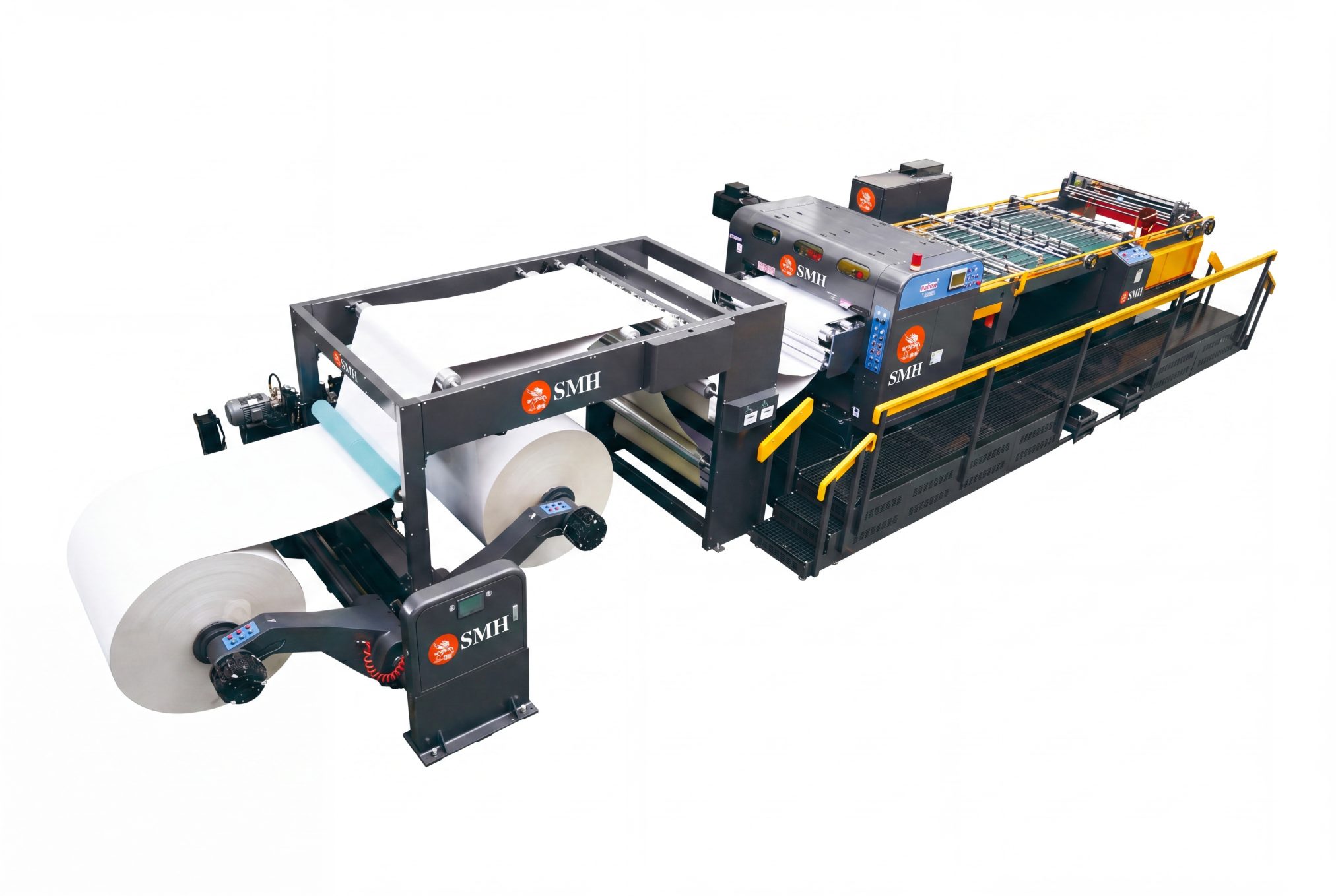
Double knife systems are widely used in high-speed applications because the cutting process stays more balanced.
Both knife rollers rotate synchronously. The material receives cutting force from both sides. The paper movement becomes smoother.
Compared with impact-style cutting, vibration is lower. That helps maintain edge quality during long production runs.
This is especially important in:
- coated paper production
- packaging board converting
- high GSM paper processing
- large-volume paper mills
Stable Production Is More Valuable Than Peak Speed

In real factory operation, customers care more about consistent production than temporary peak speed.
A line that runs steadily for hours is usually more profitable than a line that reaches very high speed but stops constantly.
That is why experienced factories focus on:
- stable output
- lower waste
- repeatable quality
- reduced operator intervention
The real goal is not simply running fast. It is running fast without losing control.