Paper Dust Is Usually a Sign of Instability

A small amount of paper dust is difficult to avoid completely.
But when dust becomes excessive, something in the process is usually unstable.
Operators often notice it first around the knife area. Dust begins collecting near rollers, conveyors, and finished stacks.
In serious cases, dust also affects printing quality and downstream converting.
Knife Condition Is Only One Part of the Problem
Worn knives are a common reason for dust. A dull edge tears fibers instead of cutting cleanly.
But even new knives can still create dust if:
- knife alignment is incorrect
- tension is unstable
- machine vibration is high
- pressure settings are inconsistent
That is why replacing blades alone does not always solve the issue.
Thick Paper and High Speed Increase Dust Risk
Heavy paper grades create stronger cutting resistance. At higher speed, the cutting force increases further.
If the cutting system is unstable, fiber tearing becomes more serious. That increases dust generation quickly.
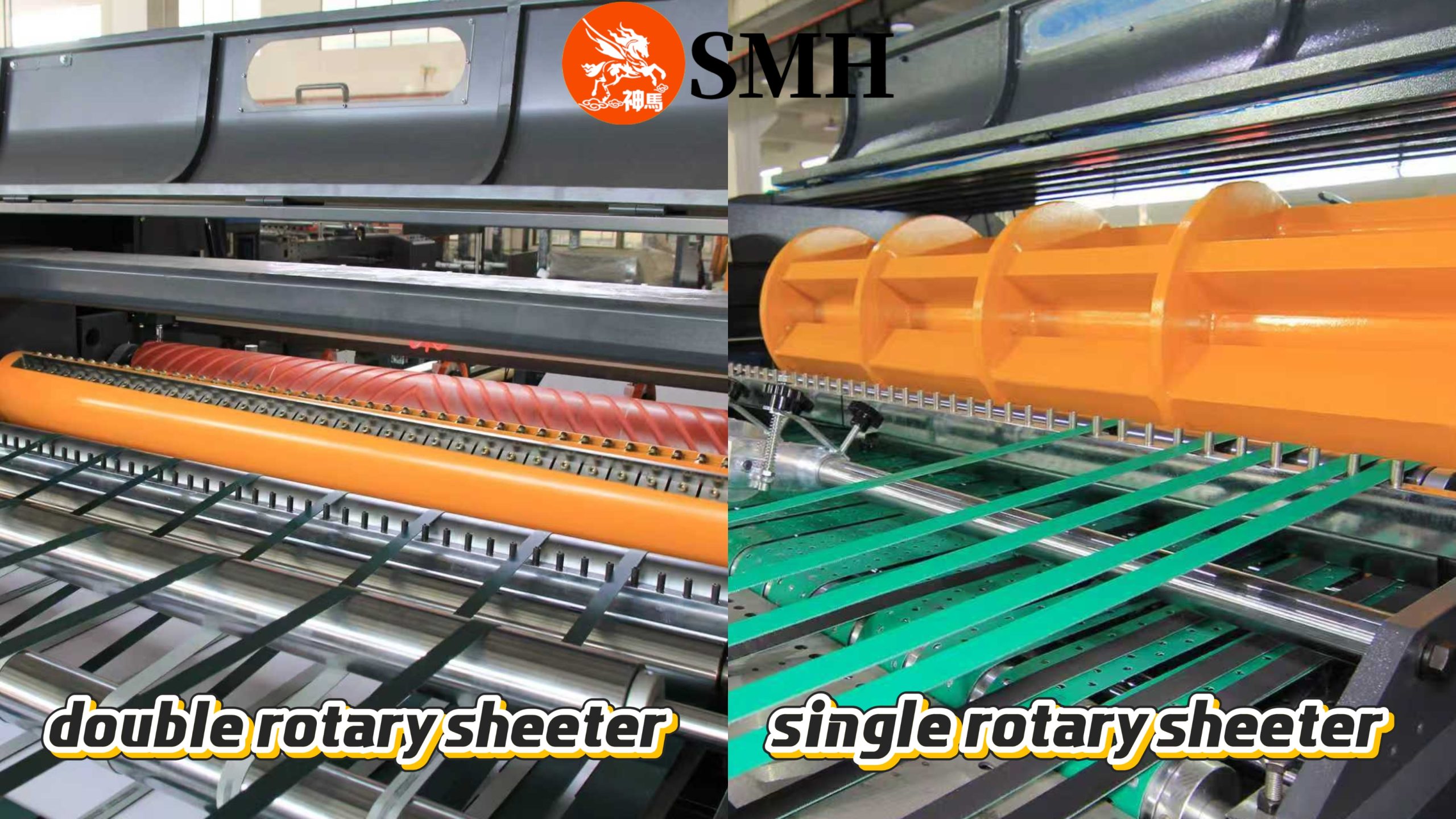
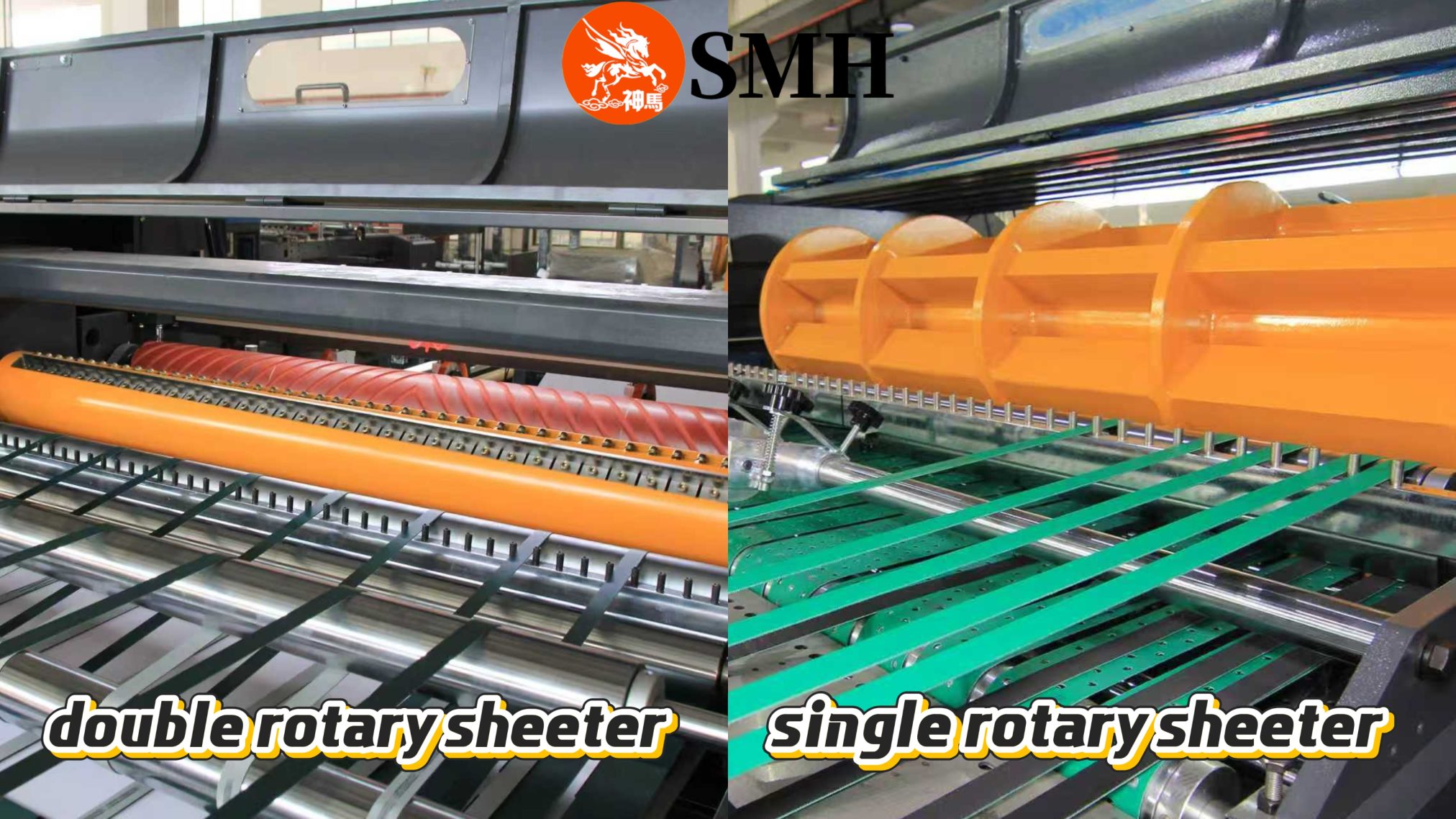
Single knife systems are more sensitive to this because the cutting force comes mainly from one side.
Double knife systems usually reduce dust because the cutting force stays more balanced. The paper separates more smoothly during cutting.
Vibration Creates Hidden Quality Problems
Many factories underestimate vibration.
Even slight vibration affects knife contact consistency. Once knife contact changes, the edge quality changes too.
This can create:
- uneven fiber cutting
- rough edges
- dust buildup
- unstable slit quality
At low speed the problem may appear manageable. At high speed it becomes much more visible.
Stable Cutting Conditions Reduce Dust Naturally

Factories with lower paper dust levels usually maintain:
- stable knife alignment
- correct knife clearance
- balanced tension
- synchronized feeding speed
- clean roller surfaces
The goal is not simply reducing dust after production. The goal is preventing unstable cutting conditions before dust forms.