Burr Problems Usually Start When Material Changes

A production line may run perfectly with thin paper. Then one day the factory switches to heavier board. Suddenly the edge quality changes.
Paper dust increases. Small burrs appear. Sometimes the cut edge even feels rough by hand.
Many operators first suspect the knife. But in real production, the knife is often only part of the reason.
The bigger issue is that thick paper behaves completely differently during cutting.
Thick Paper Needs Different Cutting Force

Thin paper is flexible. It separates more easily during slitting.
Heavy board is different. The material is stiffer. The cutting resistance is much higher.
If the machine still uses impact-style cutting, the pressure concentrates on one side of the sheet. That creates stress around the cutting point.
At lower speed, the issue may not look serious. At higher speed, burrs become much more obvious.
This is why some factories notice edge problems only after increasing production speed.
Machine Structure Directly Affects Edge Quality
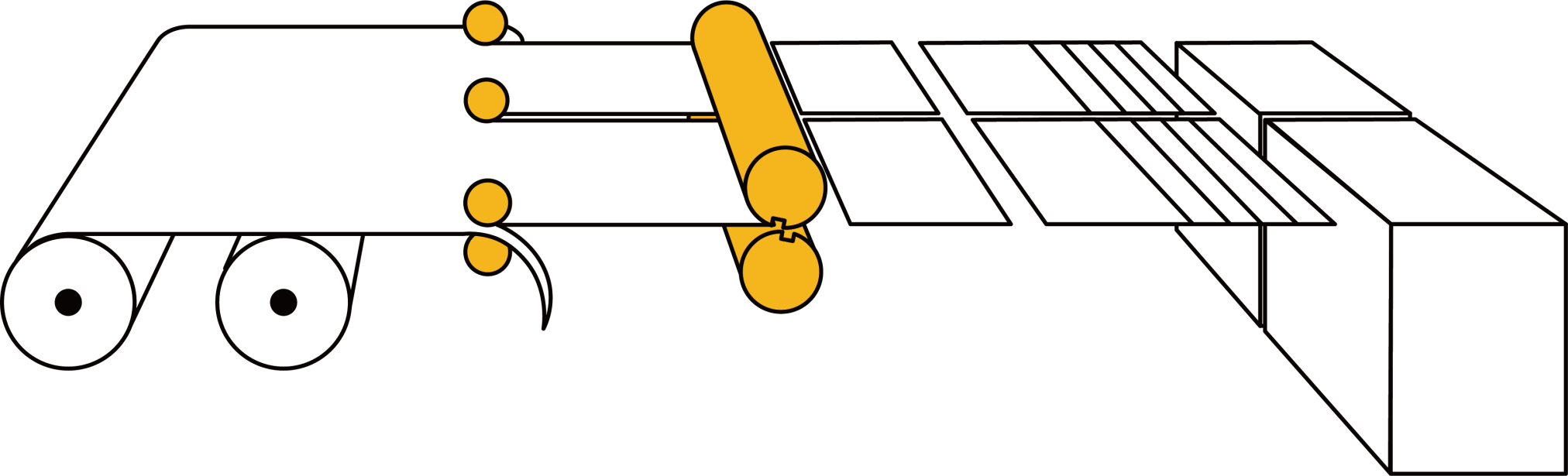
In single knife systems, the upper knife rotates while the lower knife stays fixed. The cutting process depends heavily on pressure and impact force.
For thin paper, this is usually acceptable. For thick board, the cutting process becomes less stable.
Double knife systems reduce this problem because both knife rollers rotate together. The material is cut from both sides simultaneously.
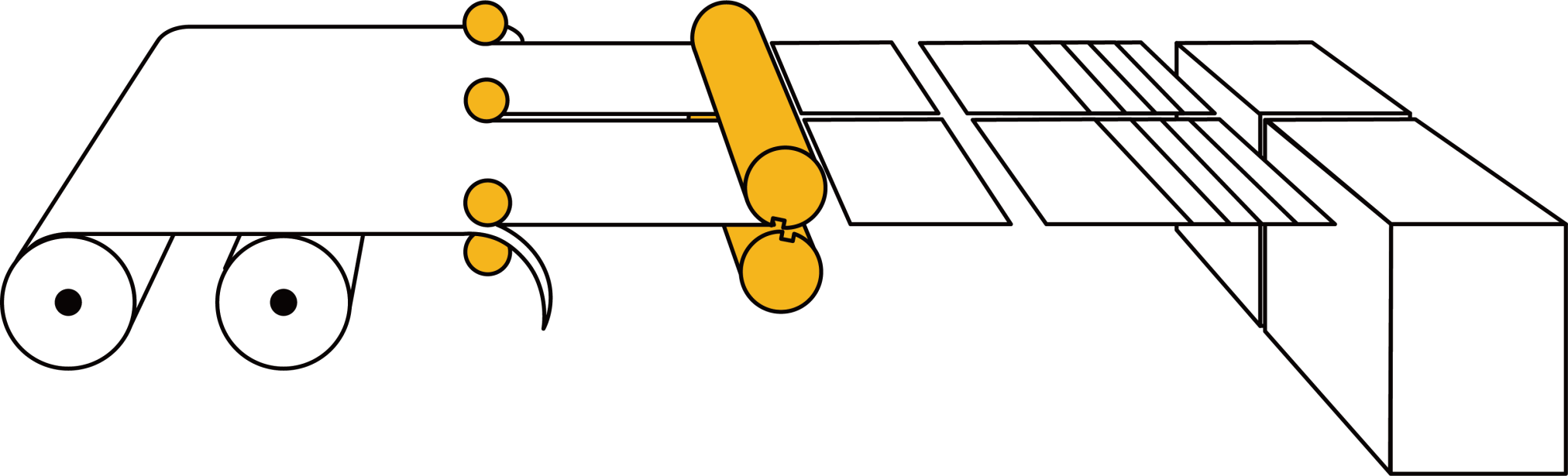
The cutting force stays more balanced. The paper deforms less. The edge quality becomes cleaner.
That is one reason why high-end packaging factories prefer double knife slitting machines for thick material production.
Burrs Are Not Caused by One Factor Alone
In actual factory production, burrs usually come from multiple small problems together.
Common causes include:
- incorrect knife gap
- worn knife edges
- unstable tension
- vibration at high speed
- poor knife alignment
- unsuitable machine structure
Operators sometimes keep adjusting knife pressure to solve the issue. But too much pressure can create more friction and shorten knife life.
The better solution is finding the real source of instability first.
Stable Production Depends on System Matching
Factories with stable thick paper production usually control several things carefully:
- proper knife structure
- stable web tension
- synchronized feeding speed
- correct knife clearance
- rigid machine frame
When these conditions stay stable, burr problems reduce significantly.
The goal is not simply increasing pressure. The goal is maintaining stable cutting conditions throughout the entire run.