Why Many Factories Choose the Wrong Slitting Machine

A lot of factories focus only on machine price when buying a roll slitting machine.
But after the machine arrives, problems start showing up.
Thin paper runs fine, but thick board produces burrs. The line shakes at higher speed. Knife life becomes short. Operators keep adjusting tension and knife pressure.
In many cases, the issue is not the operator. It is simply the wrong machine structure for the material.
That is why understanding the difference between single knife and double knife slitting machines matters before purchasing equipment.
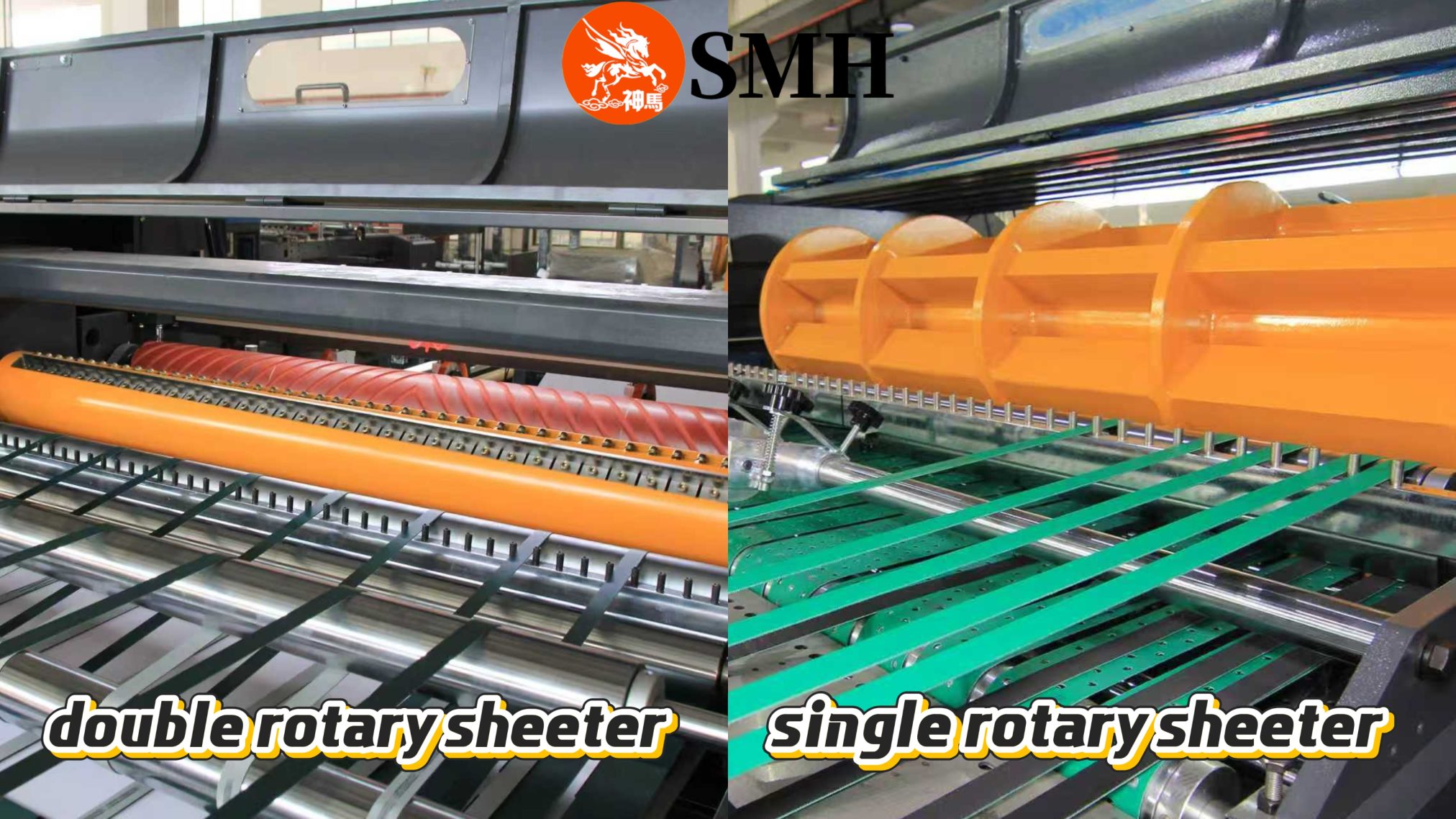
How a Single Knife Slitting Machine Works

A single knife slitting machine uses one rotating upper knife and one fixed bottom knife. The upper knife rotates continuously while the lower knife stays fixed.
During production, the material passes through the knife gap and is cut by impact force.
This structure is relatively simple. The machine cost is lower. Maintenance is easier. Changing specifications is also faster.
That is why single knife systems are still widely used in:
- thin paper converting
- label paper processing
- film slitting
- small batch production
- factories with frequent order changes
For lightweight materials, the performance is usually acceptable.
The Limitation of Single Knife Cutting
The problem appears when material thickness increases.
Because the cutting force comes mainly from one side, stress concentrates at the cutting point. At higher speed or with heavier paper grades, this can cause:
- rough edges
- paper dust
- slight burrs
- unstable cutting quality
- vibration during operation
This is especially obvious with kraft paper, duplex board, coated board, or laminated materials.
Many factories try to solve this by adjusting knife pressure repeatedly. Sometimes it helps temporarily. But the structural limitation still exists.
Why Double Knife Slitting Machines Cut More Smoothly

A double knife slitting machine works differently.
Both upper and lower knife rollers rotate together. The two knife shafts are synchronized through servo control and electronic gearing.
Instead of impact cutting, the material is cut from both sides at the same time.
In actual production, the difference is very obvious. The paper enters the cutting area more smoothly. The cutting force is distributed evenly. The machine runs with less vibration.
This structure is much more suitable for:
- high GSM paper
- cardboard
- aluminum foil
- laminated material
- lithium battery material
- high precision converting
The finished edge is cleaner and more stable.
Why High-Speed Production Usually Uses Double Knife Systems
Many customers ask why high-speed production lines often use double knife structures.
The reason is stability.
At low speed, small cutting errors are sometimes difficult to notice. At high speed, those small problems become much larger.
If the knife system vibrates slightly, the finished edge quality changes immediately. If tension changes together with unstable cutting, defects appear quickly.
A double knife system handles high-speed production more steadily because:
- both knife rollers rotate synchronously
- cutting force stays balanced
- vibration is lower
- paper movement is smoother
That is why double knife systems are common in large paper mills and packaging factories.
Which Machine Is Better?
There is no absolute answer.
For thin paper, frequent order changes, and limited budgets, a single knife slitting machine is still a practical choice. The structure is simple and production flexibility is high.
For thick materials, high-speed production, and customers with strict cutting quality requirements, double knife systems offer much better long-term stability.
The most important thing is matching the machine structure to the actual production requirement.
Buying a machine only based on price often creates bigger production costs later.