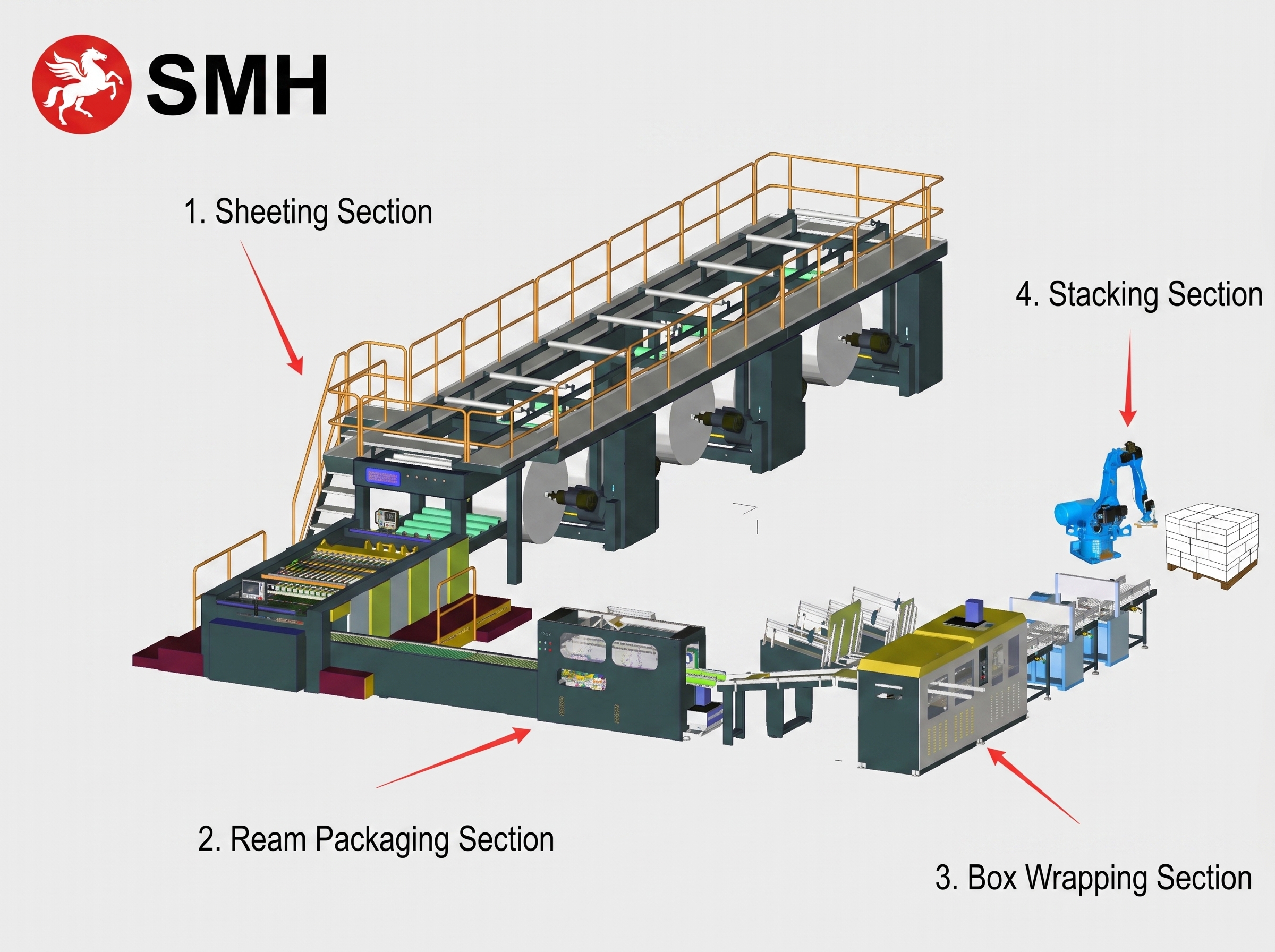
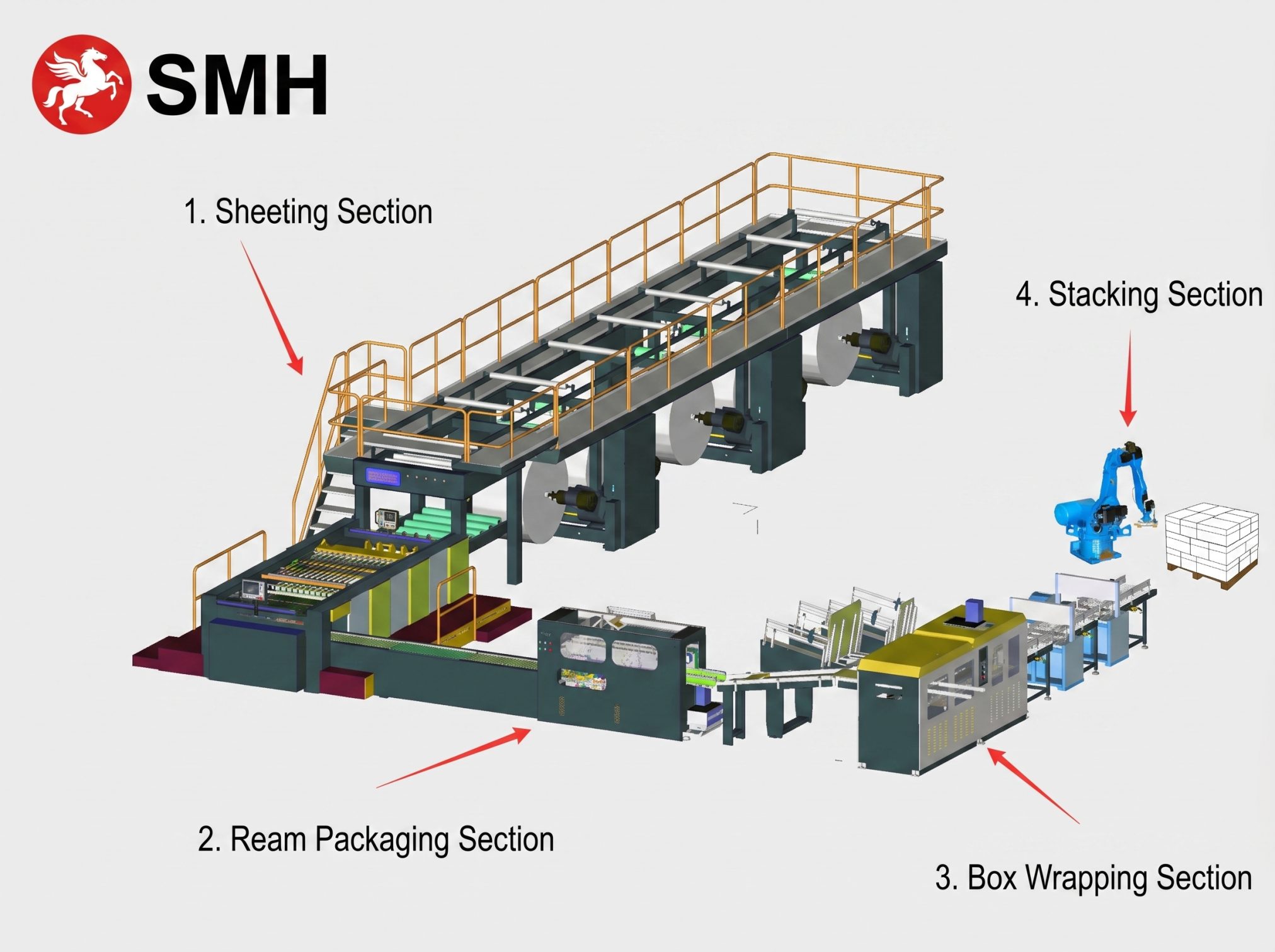
Why Is Your Slitting Accuracy Unstable?
If you run a slitting line, you know this situation: first few rolls look fine, then edges lose squareness, cut length drifts, reject rate creeps up. Nothing seems broken, but results are no longer consistent.
Many teams blame the knife or paper quality. But in real production, the root cause is rarely that simple. Unstable accuracy is usually a system problem, not a single component issue.

What Happens If You Don’t Fix It
- More rejected sheets → higher material cost
- Rework and sorting → lower efficiency
- Customer complaints → unstable orders
- Can’t run at full speed → lost capacity
One Southeast Asian kraft plant had to drop from 280 m/min to 180 m/min just to keep acceptable quality. The issue wasn’t the knife – it was instability in the control system.
1. Angle Compensation Not Stable
At the same time, paper moves forward and the cutter rotates – that creates a natural angular difference. If not precisely compensated, cuts become skewed, edges uneven, dimensions vary. At higher speeds, even tiny deviation becomes obvious.
Stable, responsive compensation is the key.
2. Mechanical Rigidity – The Hidden Problem
Many factories focus on control systems first, but the real foundation is mechanical stability. Hidden issues: knife shaft flex under load, bearing wear, weak knife holders, vibration. At high speed, micron-level movement becomes a real defect.

3. Backlash and Transmission Delay
Gear backlash, loose belts, or ball screw play cause: commanded angle ≠ actual angle, delayed correction, over-adjustment. This gets obvious when speed changes or materials differ.
4. Control System Too Slow
Servo systems matter, but common issues: low encoder resolution, electrical interference, poor PID tuning, slow sampling. When speed changes, the system can’t react fast enough – the machine is always “behind.”
5. Process Instability – Most Ignored
Even a good machine can’t compensate for tension fluctuation, frequent acceleration, or different paper properties. Example: thin coated paper showed ±0.3 mm deviation at 250 m/min, while kraft on the same machine stayed stable. Thin material reacts more to tension and friction changes.
6. Heat – Silent Accuracy Killer
Machine is accurate at startup, but after 30–60 minutes deviation appears. Thermal expansion of shafts, slight frame deformation, reference position shift cause the system to “drift” over time.
7. Human Factors Still Matter
Common mistakes: zero point calibrated at low speed (not production speed), wrong parameters for new orders, poor lubrication, dust affecting moving parts. Often the machine is capable, but not used correctly.
8. Why Automatic Systems Replace Manual
Manual systems rely on operator experience, need repeated trial cuts, can’t react to dynamic changes. Automatic systems use real-time feedback, adjust continuously, match parameters to production conditions. That’s why high-speed lines use closed-loop control.

What Actually Fixes the Problem
No single adjustment solves unstable accuracy. Real improvement comes from combining:
- Stable mechanical structure
- Precise transmission system
- Fast and accurate control response
- Consistent process conditions
- Correct operation and maintenance
A complete system, not a single upgrade.
Conclusion
If your slitting accuracy is unstable, it’s a signal that your system is not balanced, control not synchronized, process not stable. Trying to fix one point at a time gives temporary results. Sustainable improvement requires looking at the entire production system.
Need a slitting optimization plan?
If your line cannot maintain stable accuracy at higher speeds, SMH can help identify real bottlenecks and improve overall system performance.
Contact SMH for a customized slitting optimization plan – reduce waste and achieve stable high-speed production.