Choosing the right A4 paper production line is critical for paper converting factories. Production capacity, paper width, factory layout, and automation requirements all influence machine selection.
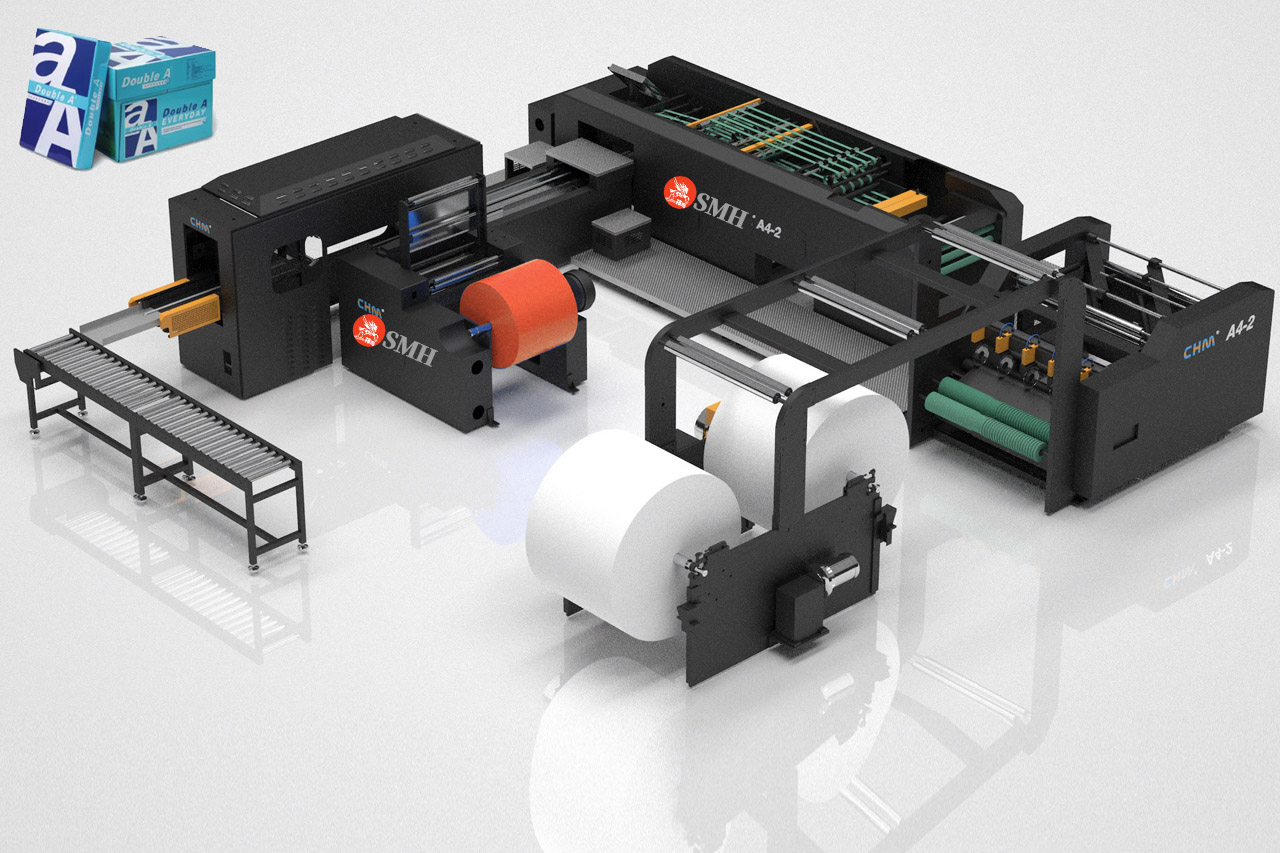
The CHM A4-4 and A4-5 production lines are both designed for automatic A4 copy paper manufacturing, but they serve different production needs.
Main Difference Between A4-4 and A4-5
The biggest differences include:
- Paper width
- Cutting lanes
- Production output
- Machine dimensions
- Power configuration
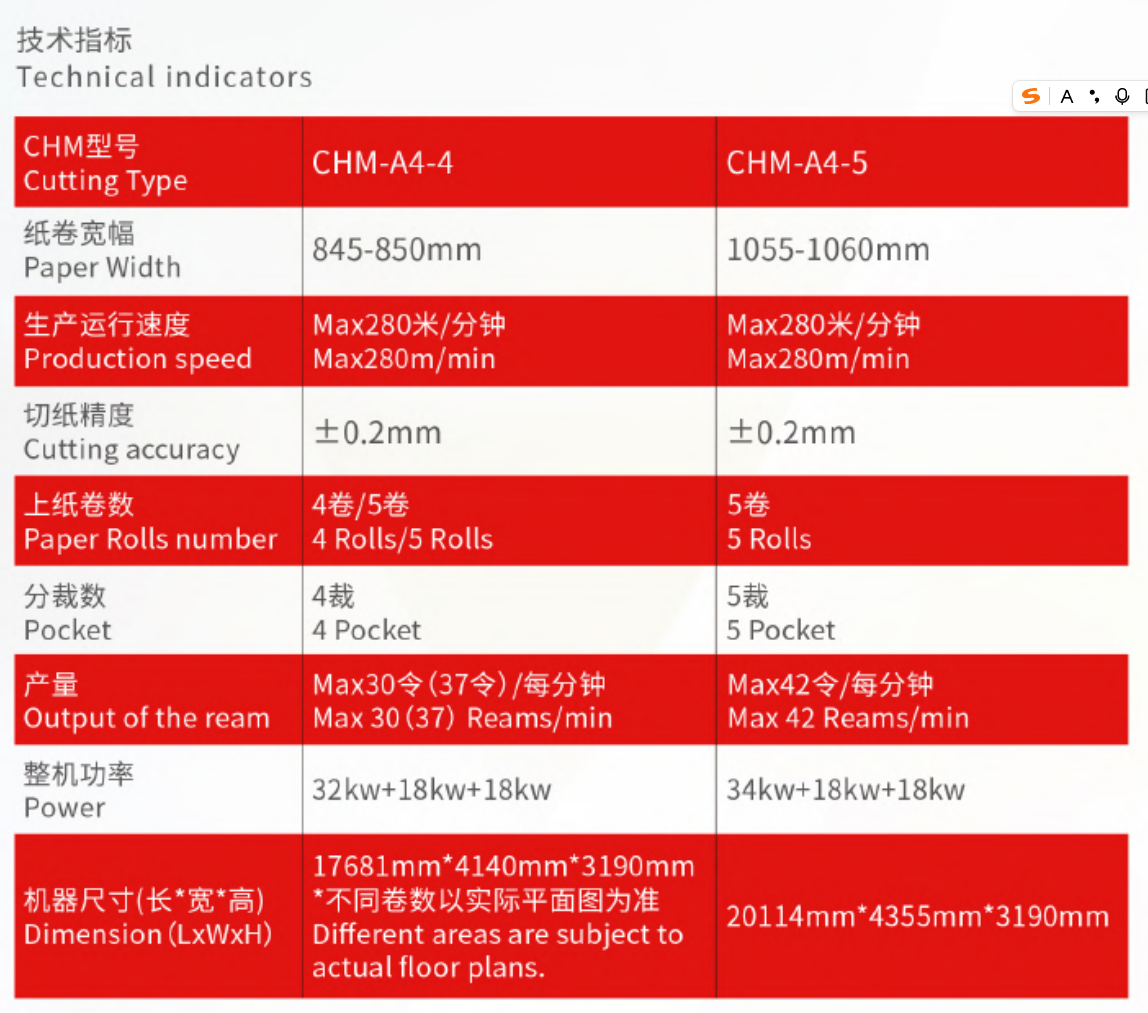
The A4-5 model supports wider paper rolls and higher production capacity.
Production Capacity Comparison
CHM A4-4
- Output: 30–37 reams per minute
- Main power: 32 kW
- Suitable for medium-volume production
CHM A4-5
- Output: 42 reams per minute
- Main power: 34 kW
- Suitable for high-volume production
For factories requiring maximum productivity, A4-5 provides stronger capacity advantages.

Machine Size Comparison
A4-4 Dimensions
17681 × 4140 × 3190 mm
A4-5 Dimensions
20114 × 4355 × 3190 mm
Factories with limited workshop space may prefer the more compact A4-4 model.
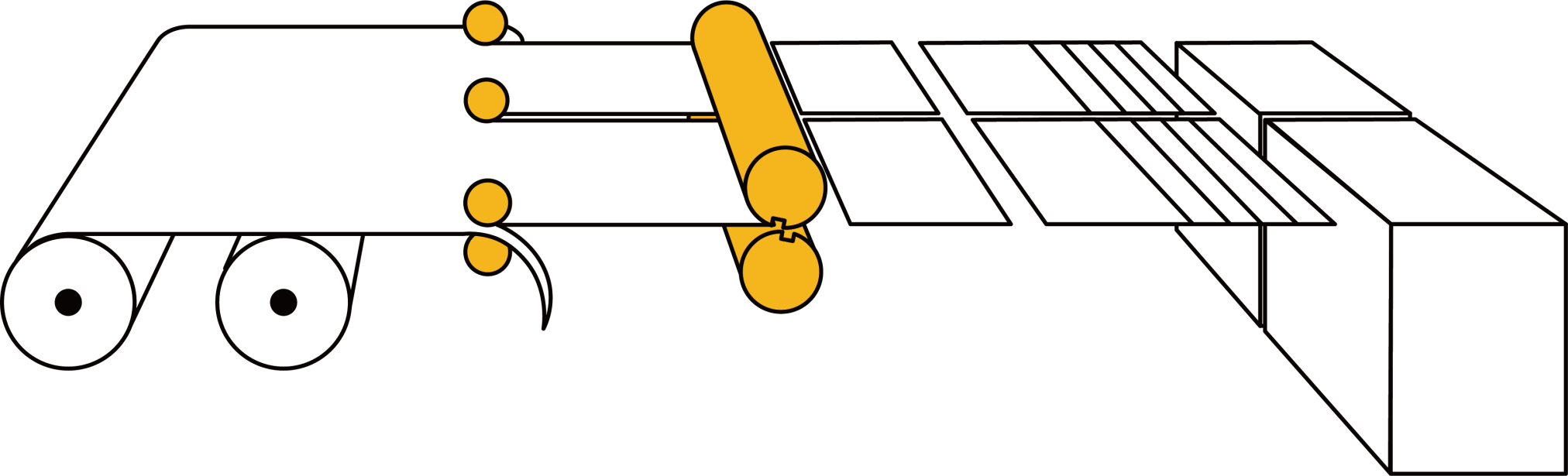
Automation Configuration
Both models support:
- Automatic unwinding
- Web guiding
- Slitting
- Cross cutting
- Automatic stacking
- Ream wrapping
- Carton packing
- Robotic palletizing
The fully automatic closed-loop system reduces manual operation and improves production stability.

Which Machine Should You Choose?
Choose A4-4 If:
- You have limited factory space
- You run medium production volumes
- You require stable and flexible production
- You have lower initial investment requirements
Choose A4-5 If:
- You need maximum production output
- You process wider paper rolls
- You focus on large-scale copy paper manufacturing
- You require high-speed continuous operation
Conclusion
Both A4-4 and A4-5 production lines provide advanced automation and high cutting precision. The final choice depends on production goals, factory conditions, and expected output.
For high-capacity factories, A4-5 delivers stronger productivity. For balanced production and flexible operation, A4-4 remains an excellent solution.