Keywords: paper dust problem, cutting quality, knife conditionPaper dust is one of those issues many factories ignore until it’s too late. It builds up in motors, sensors, and gearboxes, shortens maintenance cycles, and leaves messy edges on finished sheets—directly hurting product quality and customer satisfaction.
From our on-site observations, paper dust almost always comes from three root causes:
Worn or blunt knives: Instead of making clean cuts, dull blades tear paper fibers, creating a lot of fine dust.
Wrong cutting angle or pressure: Too much friction during cutting heats the paper and breaks fibers unnecessarily.
Over-dry paper: Paper that’s too low in moisture becomes brittle and sheds dust easily when cut at high speed.
Controlling dust isn’t just about cleaning the machine more often. SMH uses precision-ground blades, optimized cutting geometry, and stable running parameters to minimize fiber tearing at the source, giving you cleaner cuts, less dust, and higher material yield.
Why Paper Trading Profit Is Declining — And Why Converting Is the Next Step
Margins in paper trading are getting tighter. For many businesses, this isn’t temporary—it’s structural.
Volumes may still be there. But profit is under pressure.
What’s Changing
The old advantage in trading—price gaps—is disappearing.
Buyers compare prices instantly. Mills sell more directly. Competition is global.
At the same time, costs are rising:
freight and storage are higher
cash is tied up in inventory
paper prices change more frequently
Holding stock is no longer an advantage. Slow turnover and mismatched specs create pressure instead of flexibility.
A4 paper
Where the Problem Shows Up
Customer expectations have changed.
They want:
consistent quality
precise sizes
fast delivery
Pure trading struggles to meet this.
Many companies turn to outsourcing for cutting and packing. But this creates new issues—longer lead times, inconsistent quality, and additional cost layers.
Margins don’t just shrink. They get split.
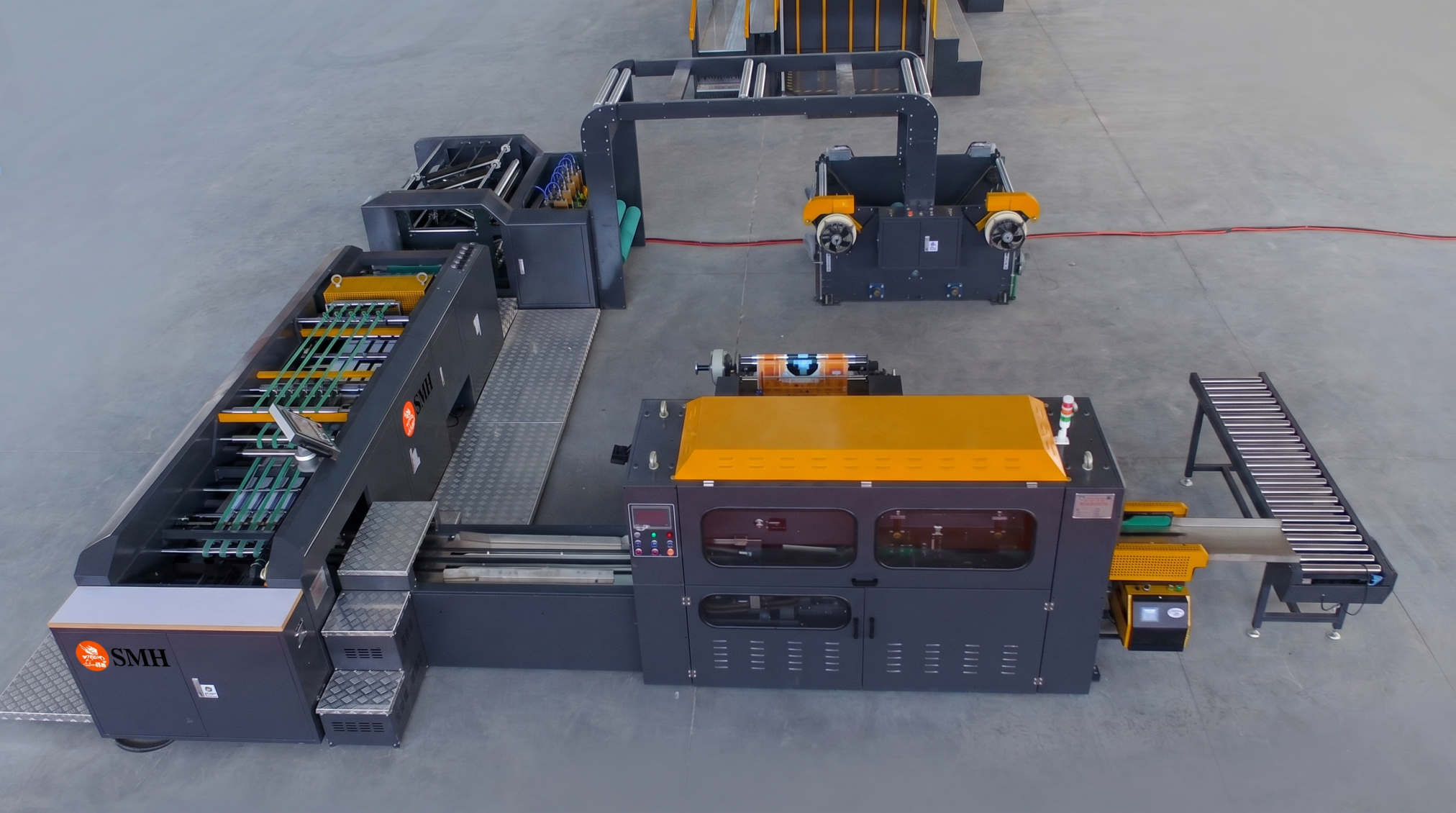
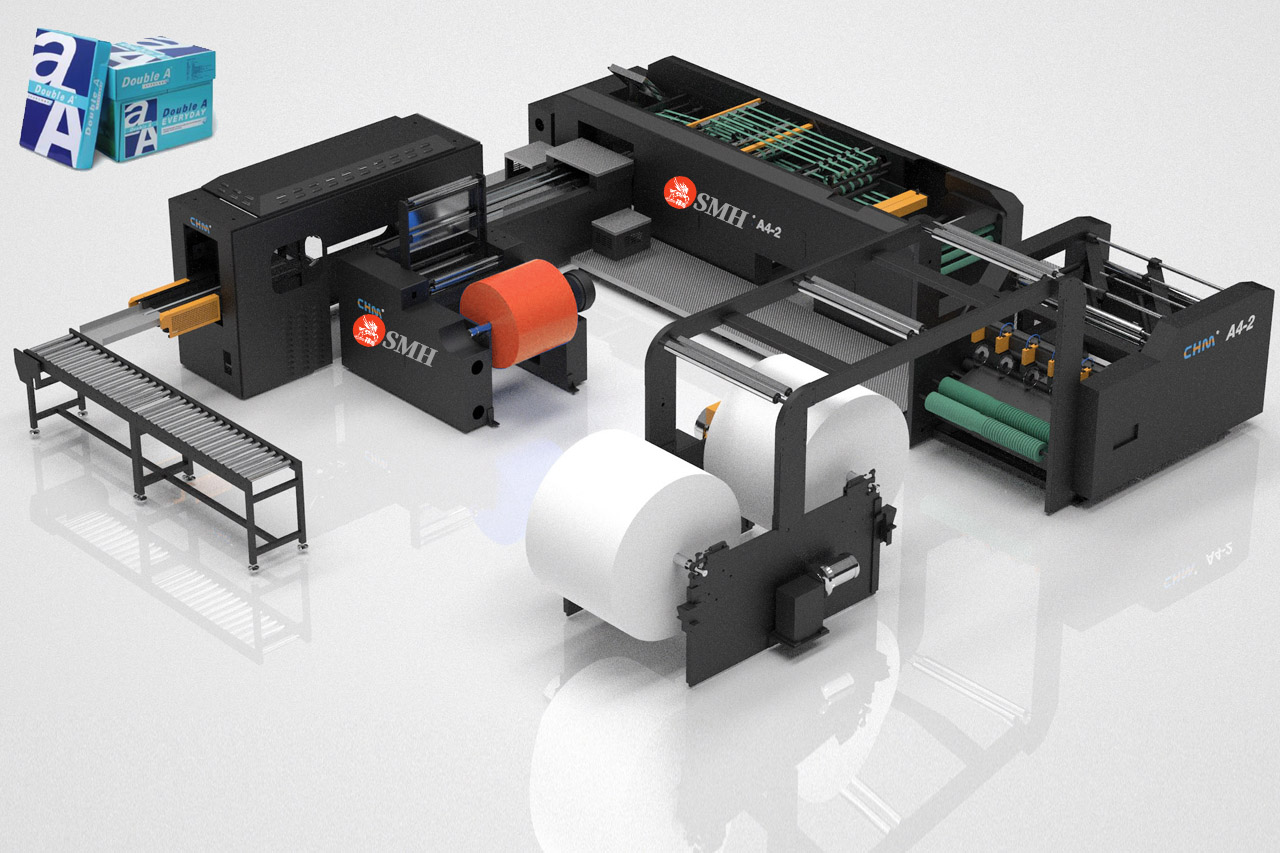
SMH A4 Paper Cutting and Packaging Machine
Why More Companies Are Moving to Converting
The shift is clear: trading is moving closer to processing.
Instead of only reselling, companies start to:
convert jumbo rolls into sheets
produce A4 and cut-size products
offer customized formats
This changes where value is created.
What Converting Improves
Adding processing capability helps in practical ways:
better margin control
faster stock turnover
stronger customer retention
more predictable production
Instead of reacting to price, you control output.
What It Looks Like in Practice
Most transitions start small:
adding a sheeter
introducing slitting
improving packing
With the right setup, companies reduce manual work, improve consistency, and get more usable output from each roll.
Over time, the business shifts from trading to production-driven.
Conclusion
Declining profit in paper trading is not accidental.
It comes from transparency, rising costs, and changing demand.
Staying in pure trading means competing on price.
Moving into converting creates a different position—based on control, efficiency, and added value.
CTA
If you’re considering the move from trading to processing, SMH can help you plan a practical upgrade.
Get a tailored converting solution Contact SMH to improve margins and production efficiency
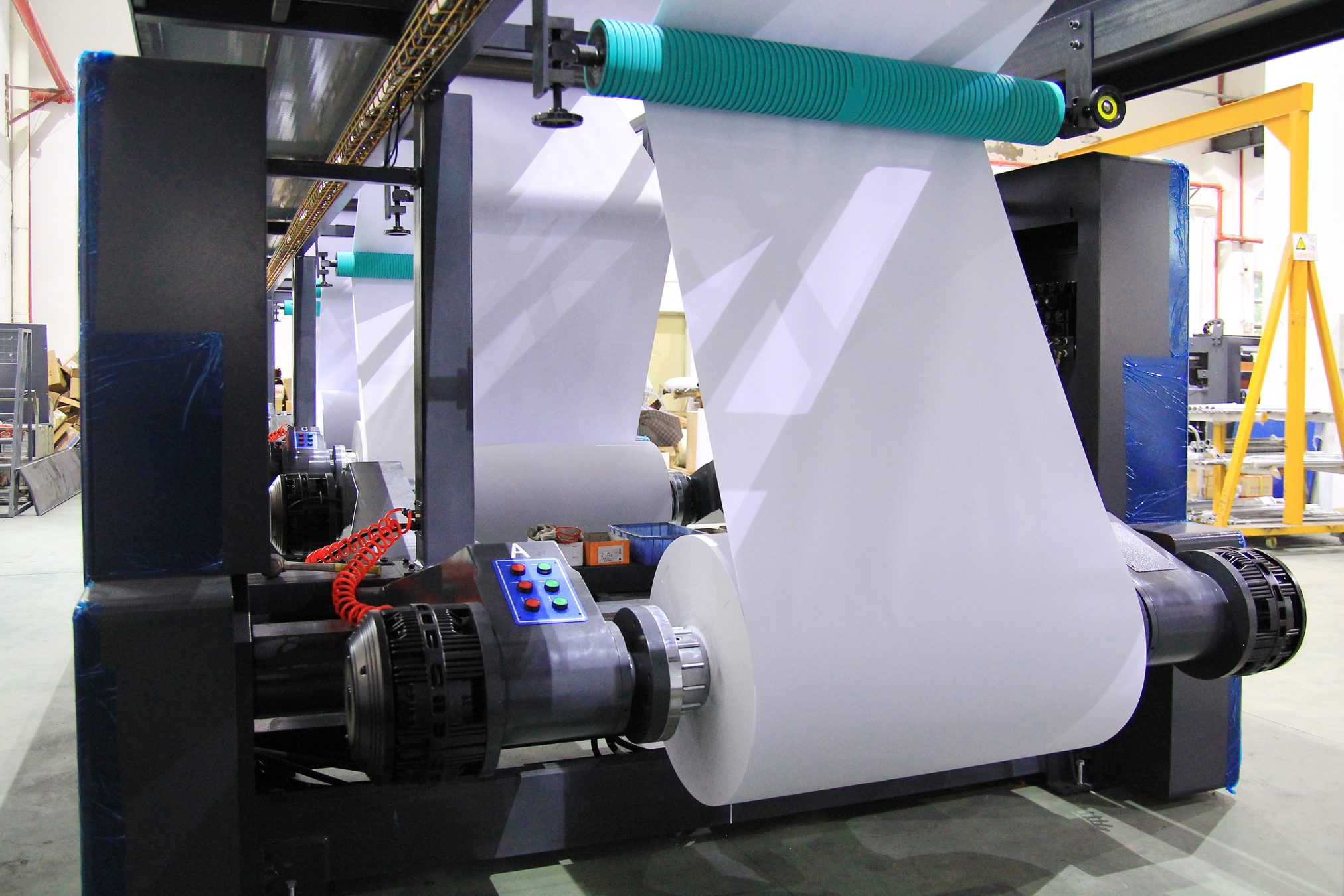
In paper converting, web drift is a common issue—but also one of the most costly.
Auto web guide system
At the beginning of a run, everything may look stable.
But as speed increases, problems start to show:
the paper slowly shifts to one side
edges no longer align with the knives
slitting width becomes inconsistent
wrinkles or edge damage begin to appear
Many operators try to correct this manually, but the problem often comes back.
That’s because web drift is rarely caused by a single factor—it is usually the result of multiple system imbalances.
Unstable Tension: The Root of Most Drift ProblemsPaper is not a rigid material. It stretches and reacts to force.If tension is not properly controlled:too loose → paper wanders and loses directiontoo tight → paper stretches and pulls unevenlyEven small fluctuations can cause the web to shift sideways over time.In high-speed production, unstable tension becomes the primary trigger for drift.
Lack of Effective Edge GuidingWithout a proper guiding system, the machine has no way to correct position errors.Even if the paper starts centered, small deviations will accumulate:slight misalignment at unwindinguneven roller contactmaterial variationWithout correction, these small errors turn into visible drift.A properly configured edge guiding system continuously detects the paper edge and makes micro-adjustments to keep it aligned.
Guiding and Tension Not Working TogetherMany production lines have both guiding and tension control—but still experience drift.Why?Because the two systems are not synchronized.For example:guiding system corrects position, but tension changes cause new deviationtension system stabilizes force, but guiding reacts too slowlyWhen these systems operate independently, they can even interfere with each other.Stable production requires coordinated control—where guiding and tension respond together.
Mechanical Factors and Alignment IssuesDrift is not always a control problem. It can also come from the machine itself.Common causes include:misaligned rollersuneven wear on componentsinstallation inaccuraciesvibration at certain speedsThese factors create uneven forces across the web, pushing it off its intended path.
Material DifferencesNot all paper behaves the same.Different grades have different:thicknessstiffnesssurface frictionThin or flexible paper is more sensitive to movement.Coated or smooth paper may slip more easily on rollers.If machine parameters are not adjusted to match the material, drift becomes more likely.
Speed Changes and Dynamic ConditionsAt low speed, drift may not be obvious.As speed increases:system response time becomes criticaltension fluctuations amplifysmall alignment errors grow fasterFrequent acceleration and deceleration make the problem worse.Stable high-speed production requires systems that can react in real time.
What Actually Solves the Problem?
There is no single fix.
Stable web tracking comes from a combined system approach:
accurate edge guiding to control position
stable tension control to maintain uniform force
synchronized control logic between both systems
proper mechanical alignment and maintenance
When these elements work together, the paper remains stable—even at high speed.
Conclusion
Paper drift is not just a minor inconvenience—it directly affects product quality, waste, and production efficiency.
Trying to fix it manually or adjusting one parameter at a time often leads to temporary results.
The real solution lies in understanding how different systems interact and ensuring they work as a coordinated whole.
CTA
If your production line still struggles with web drift or unstable slitting results, SMH can help you evaluate the root causes and provide a more stable solution.
Get a tailored web control optimization plan
Contact SMH to improve alignment, reduce waste, and stabilize production